Srinath College of Pharmacy, Aurangabad, Maharashtra, India
Packaging is crucial for maintaining the quality, safety and stability of pharmaceutical products by protecting them from moisture, gases, microbes and other environmental factors. Materials used includes glass, plastic, paper, metal and sealing components such as cork, rubber and aluminium. Traditional QC methods focus on ensuring container closure integrity and protection against environmental factors Advanced nondestructive methods are reshaping the way packaging is evaluated in line with emerging trends. The adoption of smart packaging with sensors enables real time monitoring of temperature, humidity and tampering, enhancing patient safety. Overall pharmaceutical packaging QC is shifting from traditional methods towards sustainable, intelligent, and automated solutions ensuring robust protection of medicines while supporting innovations and regulatory expectations.
Integrity, safety and stability of products. The selection of packaging materials id determined by the physical and chemical properties of the product, its protection, and marketing requirements. An ideal packaging material should protect the product from all environmental factors, ensure safety by being non-toxic and inert and be compatible with the product without causing reactions. This review summarizes the various types of pharmaceutical packaging materials and highlights key quality control tests applied to assess their suitability, including test for identification, permeability, mechanical strength, chemical resistance, and microbiological integrity. The article discusses recent advance in QC testing methods to ensure the reliability of packaging in pharmaceutical supply chain.
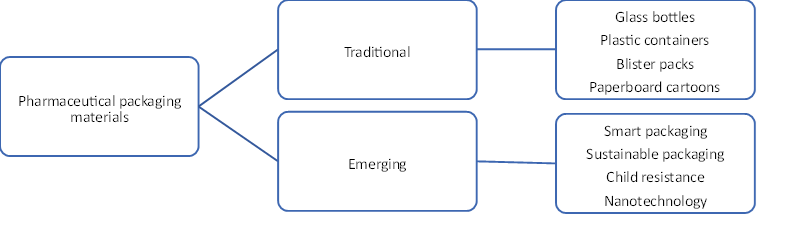
Fig 1. Represents the traditional and new emerging trends in pharmaceutical packaging
DIFFERENT TYPES OF PACKAGING MATERIALS
1. Primary Packing Material
2. Secondary Packaging Material
3. Tertiary packaging Material
Role of Packaging Materials in Pharmaceuticals
Table 1. Different types of pharmaceutical packaging materials
|
Sr No. |
Materials |
Types |
|
1 |
Glass |
Type I-Borosilicate glass Type II-Treated soda-lime glass Type III- Regular soda lime glass Type IV- General Purpose soda lime glass |
|
2 |
Plastic |
Thermosetting Thermoplastics |
|
3 |
Metal |
Collapsible Tubes Foils |
|
4 |
Paper |
- |
|
5 |
Rubber |
Polyisoprene Styrene butadiene rubber |
Quality Control Test For Glass Container
1. Crushed–Glass Test :
The principle involved in the powdered glass test estimate the amount of alkali leached from the powdered glass which usually happens at the elevated temperatures2
Rinse glass containers with purified water → Dry
↓
Grind dried containers in mortar → Pass through sieve no. 20 → Collect portion passing sieve no. 50
↓
Weigh 10 g of powdered glass
↓
Wash with acetone → Dry
↓
Add 50 ml purified water to dried sample
↓
Autoclave at 121°C for 30 minutes
↓
Cool → Decant liquid
↓
Using methyl red as an indicator, carry out titration of the decanted liquid with 0.02 N H?SO?
Record the burette reading of acid used, then determine the alkali leached.
2. Hydrolytic resistance of glass containers:
The resistance to the release of soluble mineral compounds into water under the specified conditions of contact between the inner surface of the container or glass grains and water is a measure of the hydrolytic stability of glass containers used in pharmaceutical applications.
Rinse containers three times with CO?-free water
↓
Fill with CO?-free water to filling volume
↓
Cover vials/bottles
↓
Autoclave at 100°C for 10 min
↓
Increase temp from 100°C → 121°C over 20 min
↓
Maintain 121–122°C for 60 min
↓
Cool containers
↓
Combine liquids → Measure total volume
↓
Titrate with 0.01 M HCl using methyl red
↓
Record acid volume → Determine hydrolytic resistance
3. Water Attack Test
It is only utilized for containers subjected to SO? fumes in controlled humidity settings. The glass is now more resistant to chemicals. The Water Attack Test's basic idea is to determine whether the amount of alkali that leaks from the container's surface stays within predetermined bounds. The full container (ampoule) must be used because the inner surface is being tested.
Rinse containers thoroughly with high-purity water
↓
Each container is to be filled with water to 90% of the overflow volume
↓
Autoclave at 121°C for 30 minutes
↓
Cool containers
↓
Decant liquid
↓
Titrate decanted liquid with 0.02 N H?SO? using methyl red indicator
↓
Measure volume of acid consumed
↓
Determine amount of alkaline oxides present in glass
4. Arsenic Test :
Glass containers used for aqueous parenterals are subject to this test. By turning the arsenic in a sample under test into arsine and passing it through a solution of silver diethyldithiocarbamate to create a red complex, this process is intended to detect the presence of trace levels of arsenic.
Wash inner and outer surfaces of container with fresh distilled water for 5 minutes
↓
Repeat steps of hydrolytic test until final combined solution is obtained
↓
Pipette 10 ml from the final combined solution
↓
Add 10 ml HNO? to the sample
↓
Dry in oven at 130°C
↓
Add 10 ml hydrogen molybdate solution
↓
Reflux for 25 minutes
↓
Cool the solution
↓
Measure absorbance at 840 nm
↓
Compare absorbance to standard: Test absorbance < absorbance from 0.1 ml of arsenic standard (10 ppm)
5. Thermal Shock Test

The practice of rapidly transferring a product between two extremely high and low temperatures in order to determine its durability and pinpoint possible breaking points is known as thermal shock testing. The purpose of this testing is to simulate, in a more rapid setting, the wear and tear that a product would experience under normal circumstances or with regular use.2
Place samples upright in a tray
↓
Immerse tray in hot water for specified time
(temperature controlled)
↓
Transfer immediately to cold water bath (temperature controlled)
↓
Inspect bottles for cracks or breaks before and after the test
↓
Note: Thermal shock resistance depends on bottle size, design, and glass distribution ↓
Typical performance:
↓
Standard test: uses ~45°C temperature difference between hot and cold baths
6. Internal Bursting Pressure Test
Burst is a condition where internal pressure exceeds pressure loading. Burst can happen in several situations, such as well control, pressure test casing/tubing, pumping operation, etc.
Fill test bottle with water
↓
Place bottle inside test chamber
↓
Apply sealing head
↓
Increase internal pressure in increments
↓
Hold each pressure increment for a set time
↓
Continue test until:
↓
Record burst pressure
Quality Control Test For Plastic Container
1. Leakage Test : One popular technique for leak testing is air leak testing. It is an adaptable test technique that may be applied to a broad range of components and uses.
Ten water-filled containers with the proper closures are installed.
↓
For a full day, they are stored upside down at room temperature.
↓
If there are no indications of leakage from any containers, the test is considered successful.
2. Clearity of Aqueous Extract
Select a suitable container at random
↓
Choose unlabeled, unmarked, non-laminated portions
↓
Cut selected portions into strips (surface area < 20 cm² each)
↓
Wash strips to remove extraneous matter:
Shake with ≥ 2 separate portions of distilled water (30 sec each)
↓
Transfer processed strips into a clean flask
(Flask pre-cleaned with chromic acid and rinsed with distilled water)
↓
Add 250 ml distilled water to flask
↓
Cover flask and autoclave at 121°C for 30 minutes
Quality Control Test For Closures
1. Penetrability test: This is used to determine how much effort is needed to allow a hypodermic needle to pass through the closure with ease. A piercing machine is used to measure it. The measurement is done with a piercing machine. The piercing force has a set limit. If it surpasses that specified amount, the hypodermic needle may sustain damage due to the closures' unfavorable hardness.3
2. The fragmentation test: 20 closures are subjected to this test. In a piercing machine, a hypodermic needle is used to puncture each closure five times in a small area. Any fragments are then transferred by washing the needle. The pieces are tallied after the contents are filtered through colored paper that contrasts with the rubber. Generally speaking, each unit should have no more than three pieces.
3. Extractive test: In this test, water is boiled with the closure for four hours while it is refluxing, and the water is then evaporated until it is completely dry. The residue cannot be more than what is required.
4. Compatibility test: This test makes sure that there is no contact between the closure and the contents of the bottle by determining if rubber closures are compatible with different kinds of substances.
5. Light absorption : Use a membrane filter to filter solution A. Measure the filtrate's light absorbance between 220 and 360 nm using a blank solution that has been made identically to solution A. There is not more absorption than 2.
Table 1. Quality Control Test For Paper And Board
|
Name of the test |
Description |
|
Moisture content |
Every single substance It'll be tracked at the temperature set for the test. |
|
Folding stamina |
Refold the test piece . |
|
Air permeability |
It is crucial to use thin, uncoated paper in machines with vacuum pick-up systems. |
|
Tensile strength |
The max the maximum tensile force per unit width that a piece of paper or board can bear before cracking. |
|
Tears' potency |
The median quantity of force needed to tear a single sheet of papers after the first cut. |
|
Rigidity |
Degree of resistance that a bent piece of paper or board offers. |
|
Burst resistance |
The max pressure that is equally distributed and applied at an angle to the surface on which a test piece of paper and board will stand while the test is being conducted. The diaphragm is compressed by hydraulic pressure until the test piece bursts. |
WHO Guidelines for Quality Assurance of Packaging Materials
All containers and closures intended for use must comply with the requirements of the Pharmacopoeia and relevant regulatory standards. Appropriate specifications, quality standards, cleaning, and sterilization procedures must be strictly followed. Packaging materials, including plastic granules, must meet pharmacopoeial requirements for physical, chemical, and biological testing.
Before use, all containers and closures should be washed with water for injection according to documented sterilization protocols. Sealing, capping, and stoppering should ensure an airtight closure without compromising product quality. Containers and lids selected for specific products must not interact adversely with the contents.
For glass bottles, a maintenance program should be implemented. Containers for injections and ophthalmic preparations should be inspected in diffused light against a black background to ensure they are free from visible foreign matter. Glass bottles must have appropriate shapes and designs and should be made from USP Type I or Type II glass. USP Type III glass may be used for sterile, non-parenteral products.
For plastic containers, manufacturing should be carried out internally using automated machinery. Molding, sealing, and filling operations must be performed in equipment that meets regulatory guidelines. For rubber stoppers used in large containers, the requirements of the Indian Pharmacopoeia must be followed.4
Current Trends In Pharmaceutical Packaging
The pharmaceutical packaging industry is undergoing a rapid transformation, driven by rising market demand and the push for smarter, safer solutions. Between 2024 and 2032, the global market is forecast to grow from $110.55 billion to $176.94 billion, at a strong CAGR of 6.06%. This growth isn’t simply due to more medicines being produced—it’s fueled by the complexity of modern treatments, particularly biologics and personalized therapies, which require packaging that does far more than just hold a product.
Multiple forces are propelling this change:
Recent Packaging Technologies

Fig 2. Represent different emerging packages in pharmacy
4. Patient Compliance through Specialized Packaging
Patient compliance is a critical factor in the pharmaceutical industry, directly influencing the effectiveness of treatments. Accurate and consistent medication intake is essential for achieving optimal therapeutic outcomes, prompting the development of innovative packaging solutions that ensure dose accuracy, proper administration, and adherence to prescribed regimens.
For visually impaired patients, medication management poses significant challenges, leading to risks of dosage errors and reduced independence. Solutions under development include Braille labeling, NFC tags, and talk packs to improve accessibility.
5. Improving Patient Compliance in Alzheimer’s Disease
Alzheimer’s disease, a leading cause of medication non-adherence in older adults, demands patient-friendly solutions. Calendar-integrated prescription packs help patients and caregivers track doses, providing a clear visual reminder aligned with daily or weekly schedules. This simple yet effective packaging innovation supports adherence, eases medication management, and enhances overall care for individuals living with Alzheimer’s.4
REFERENCES





Aditi Kardile, Prashant Jadhav, Rupali Karke, Dhiraj Kardile, Prasad Kalaskar, Quality Control in Pharmaceutical Packaging: Methods and Emerging Trends, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 4, 1143-1153. https://doi.org/10.5281/zenodo.19463981
 10.5281/zenodo.19463981
10.5281/zenodo.19463981
