Pravara Rural College of Pharmacy, Loni, Maharashtra, India-413736
Oral liquid medications, comprising both monophasic (solutions, syrups) and biphasic (suspensions, emulsions) systems, are essential pharmaceutical dosage forms. They provide ease of administration for pediatric, geriatric, and dysphagic patients, leading to high patient compliance and superior rapid absorption/bioavailability compared to solid dosage forms. A critical hurdle in their development is the poor aqueous solubility of over $40\%$ of new drug candidates. Conventional formulation methods often fail to adequately enhance the dissolution and absorption of these drugs. To overcome severe bioavailability issues for poorly water-soluble compounds (BCS Class II and IV), pharmaceutical scientists utilize nanosuspension technology. This technique involves reducing the drug particle size to the nanometer range, which achieves a massive increase in surface area. According to the Noyes-Whitney equation, this proportionally increases the dissolution rate, effectively mimicking the performance of a soluble drug while retaining the stability advantages of a suspension. This approach is particularly effective for "brick dust" drugs—those insoluble in both aqueous and organic solvents. The methodology for producing high-quality oral liquids adheres to stringent criteria across four main areas: Robust Stability, High Patient Acceptance, Ease of Dosing, and Optimal Biopharmaceutical Performance. Furthermore, taste masking is a critical challenge addressed through strategies like maintaining the drug in an insoluble form (suspension) via pH control or applying polymer coatings (e.g., Ethyl cellulose) to the drug particles to shield them from taste receptors. The application of these advanced methods ensures the development of safe, stable, and highly effective liquid medicines.
Oral liquid medications are vital pharmaceutical formulations, making up about 90% of the global drug market and offering numerous benefits for patient care and convenience.
Key Facts and Advantages of Oral Liquids
Oral liquid dosage forms (like solutions, syrups, and suspensions) are widely preferred for several reasons:

Fig 1.ORAL DOSAGE FORM
Classification and Formulation Challenges
Oral liquids are primarily classified by their composition:
The Challenge of Poor Solubility
A major hurdle in drug development is that over 40% of new drug candidates are poorly soluble in water. Formulating these drugs is complex, as many conventional methods (like salt formation, using co-solvents, or micronization) are not universally effective.
Nanotechnology Solution
To overcome solubility and absorption issues (especially for drugs classified as BCS Class II or IV), pharmaceutical scientists are turning to nanotechnology.
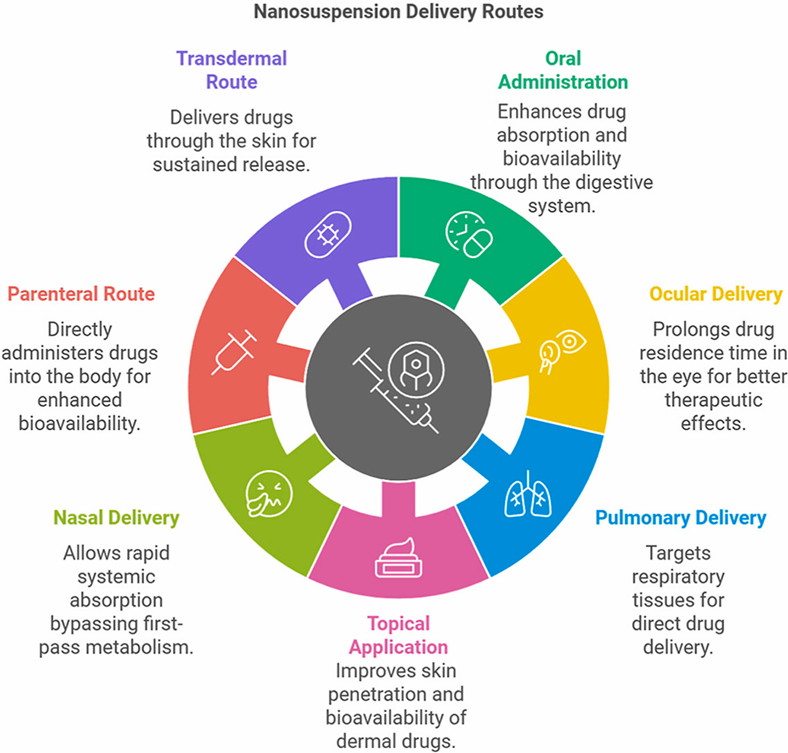
Fig 2: NANOSUSPENSION DOSAGE FORM
CLASSIFICATION:
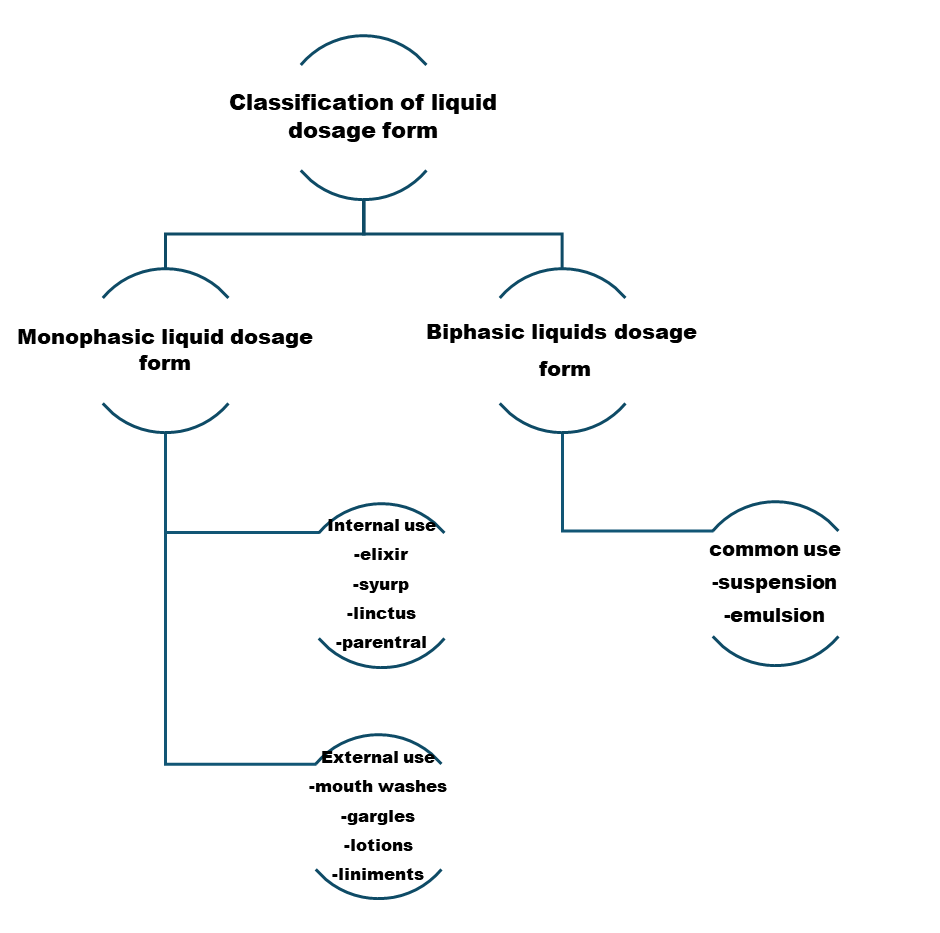
Fig 3: CLASSIFICATION OF LIQUID DOSAGE FORM
IDEAL PROPERTIES:
A high-quality oral liquid formulation must satisfy strict criteria across four main areas: stability, patient acceptance, ease of use, and therapeutic efficacy.
1. Robust Stability and Integrity
The liquid must maintain its quality and potency over time.
2. High Patient Acceptance (Organoleptic Quality)
The medication must be palatable to ensure patients, especially vulnerable groups like children and the elderly, complete their treatment.
3. Ease of Administration and Accurate Dosing
The product must be convenient and reliable for daily use.
4. Optimal Biopharmaceutical Performance
The medicine must deliver the drug effectively for the intended therapeutic action.
A. Addressing Formulation and Stability Challenges
B. Enhancing Patient Experience and Functionality
The rationale for developing a nanosuspension goes beyond the above points. It is specifically aimed at overcoming severe bioavailability issues for extremely poor water-soluble drugs by leveraging the principles of nanotechnology. The goal is to achieve high absorption of a solution while keeping the stability of a suspension.
1. Massive Bioavailability and Dissolution Enhancement
2. Versatility for Difficult Drugs
3. Improved Pharmacokinetic Profile
4. Route of Administration Flexibility
Nanosuspensions enable safer and more effective delivery through various routes:
5. Conversion to Stable Solid Forms
The nanosuspension liquid can be dried (e.g., by freeze-drying or spray-drying) to produce solid-state nanocrystal formulations (tablets, capsules) with excellent long-term stability and high patient compliance.
METHODOLOGY:
The methodology for oral liquid formulations involves a systematic approach to designing, preparing, and evaluating liquid medications that are administered by mouth. These formulations, which include solutions, suspensions, emulsions, syrups, elixirs, linctus, oral drops, and mixtures, are designed for patients who may have challenges swallowing solid forms like tablets or capsules, such as pediatric or geriatric patients.vicihealthsciences+2?
Key Steps in Oral Liquid Methodology
Here are some common mixing techniques:
1. Homogenization:
2. Agitation:
3. Shear Mixing:
4. Ultrasonication:
5. Batch Size Considerations:
In nano-suspension some common techniques:
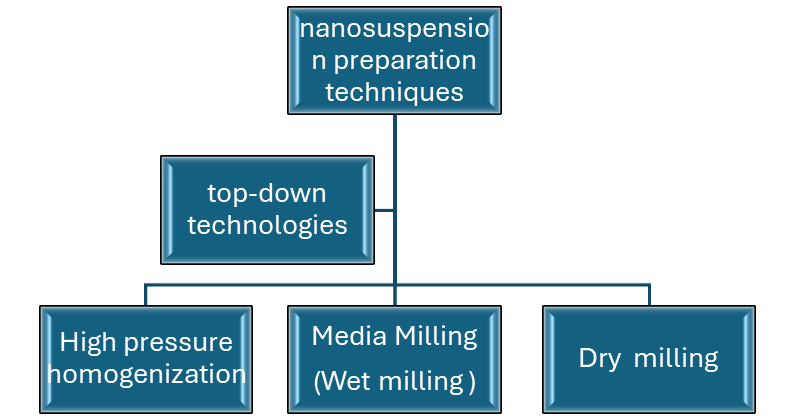
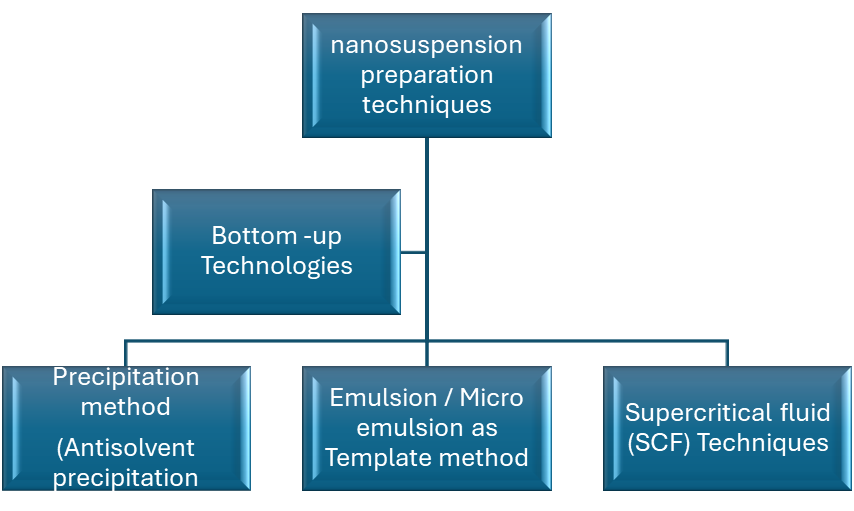
Fig 4.NANOSUSPENSION PREPARATION TECHNIQUES (a)
Nanosuspension preparation techniques are generally categorized into two main approaches: Top-Down Technologies and Bottom-Up Technologies. The goal of both is to reduce the drug particle size to the nanoscale (typically below 1 /mu m) to enhance dissolution rate, solubility, and ultimately, bioavailability, especially for poorly water-soluble drugs.
Here is a detailed breakdown of the main techniques:
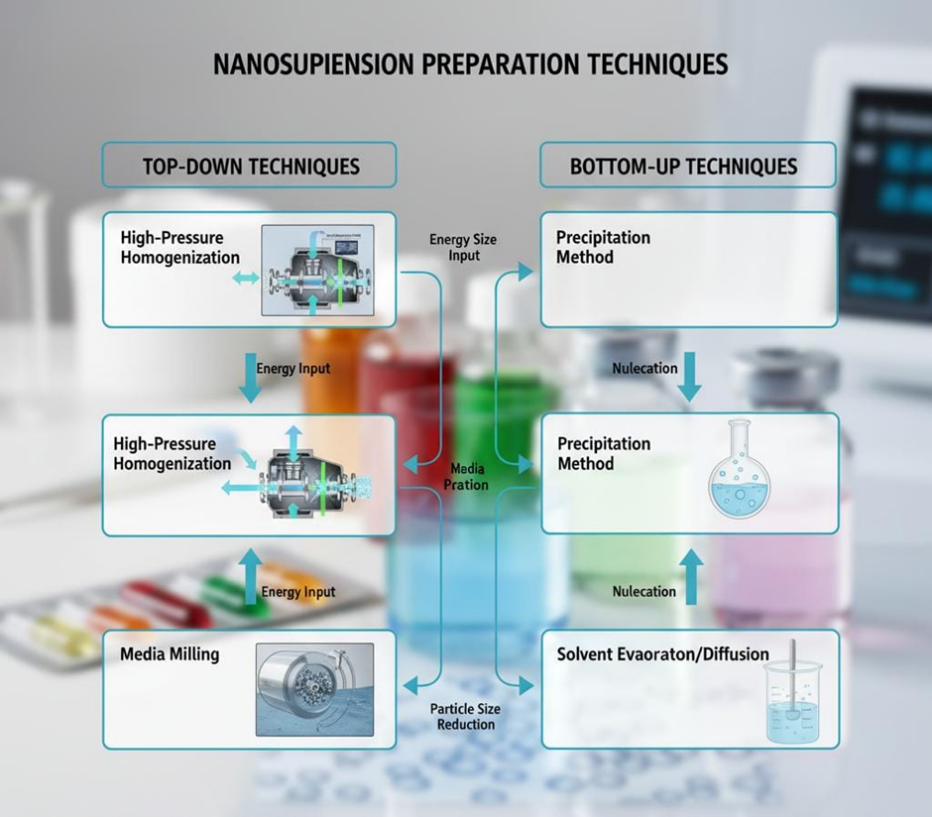
Fig 5.NANOSUSPENSION PREPARATION TECHNIQUES (b)
I. Top-Down Technologies (Size Reduction)
These techniques start with larger drug particles and reduce their size through mechanical forces. They are the most common methods used commercially.
1. High-Pressure Homogenization (HPH)
This is a very popular and scalable technique.
Process: The drug powder is first dispersed in an aqueous solution containing stabilizers (surfactants and/or polymers) to form a pre-suspension.
This pre-suspension is subjected to very high pressure (up to 2000 bar) as it is forced through a narrow gap (homogenization valve).
The fluid accelerates to a very high velocity, leading to particle size reduction primarily through cavitation (formation and implosion of vapor bubbles), shear forces, and particle collision. The process is repeated for multiple cycles (e.g., 10-25 cycles) until the desired particle size is achieved.
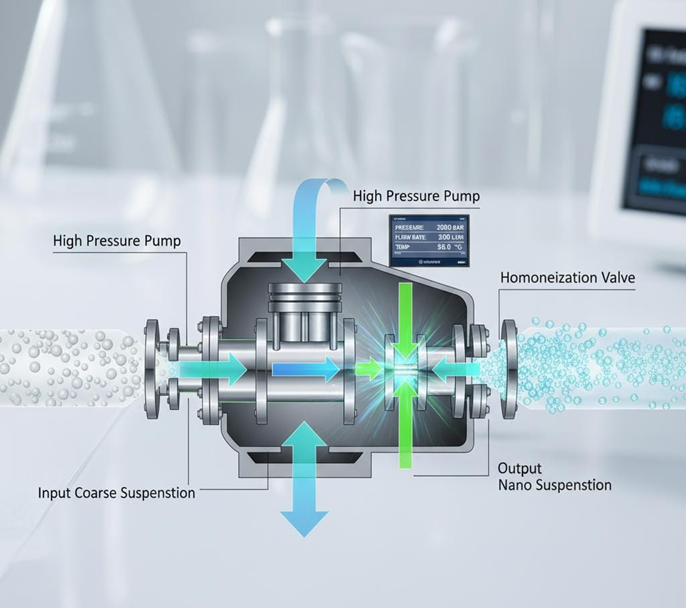
Fig 6. HIGH-PRESSURE HOMOGENIZATION METHOD
Variants:
DissoCubes® Technology: Uses a gap homogenizer (like a piston-gap homogenizer) under high pressure.
NanoPure® Technology: Often used interchangeably with HPH.
2. Media Milling (Wet Milling)
This is another commercially established technique.
Process: The drug, along with a stabilizer, is placed in a milling chamber containing small, high-density milling media (e.g., polymer-coated ceramic or glass beads).
The media are agitated at high speed by an impeller or rotor.
Particle size reduction occurs due to the continuous impact, attrition (rubbing), and shear between the drug particles, the milling media, and the mill wall.
A cooling system is necessary to dissipate the heat generated during the milling process.
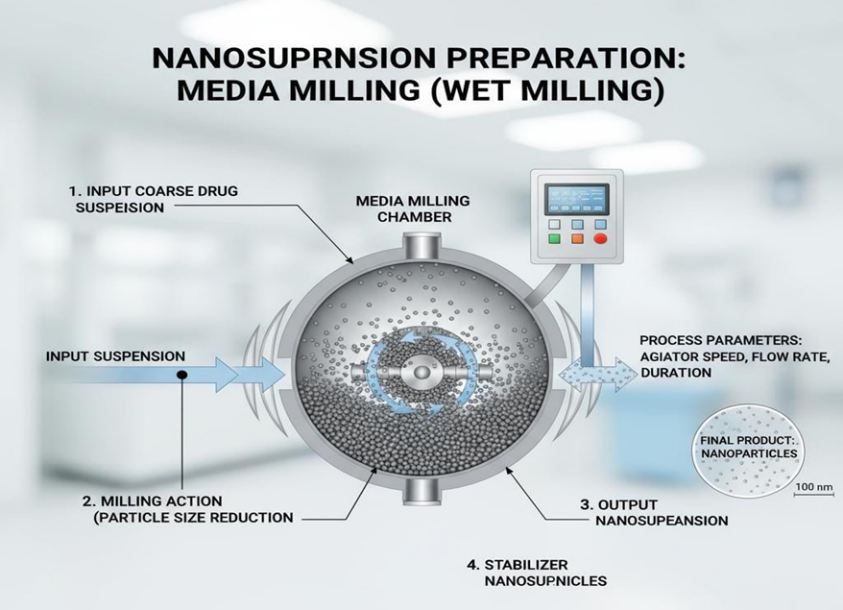
Fig 7. Media Milling (Wet Milling) Method
Advantages: Can achieve very fine particle sizes and is highly scalable.
3. Dry Milling (e.g., Jet Milling, Pearl Milling)
Process: Used to reduce particle size of solid materials without a liquid vehicle, but typically only achieves particle sizes down to the micron range, sometimes requiring further processing (like wet milling or HPH) to reach the nano range.
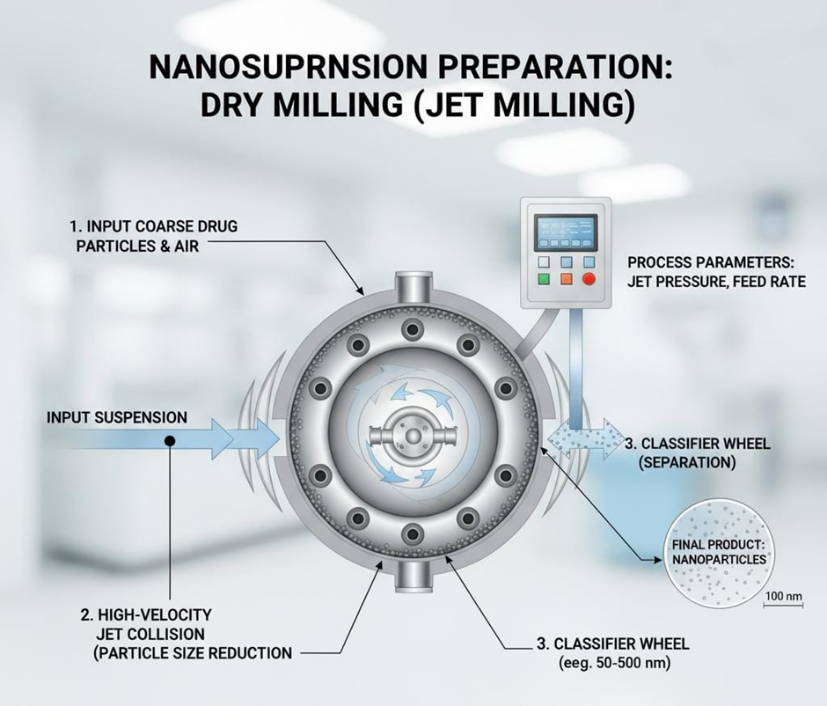
Fig 8. Dry Milling (e.g., Jet Milling) Method
II. Bottom-Up Technologies (Particle Assembly)
These techniques involve dissolving the drug and then precipitating it out in the presence of stabilizers to control crystal growth, resulting in nanosized particles.
1. Precipitation Method (Antisolvent Precipitation)
Process: The drug is dissolved in an appropriate organic solvent (which is usually water-miscible).
This drug solution is rapidly added, often drop-wise, into an excess volume of a non-solvent (antisolvent), typically water containing a suitable stabilizer.
The rapid mixing causes supersaturation of the drug in the non-solvent medium, leading to nucleation and controlled crystal growth, resulting in the formation of a nanosuspension.
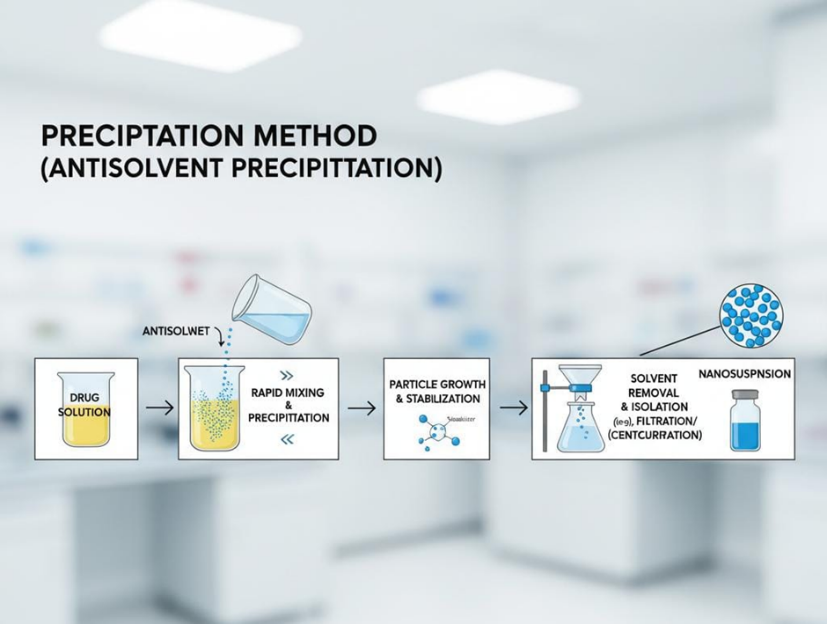
Fig 9. Precipitation Method (Antisolvent Precipitation) Method
Key Challenge: The presence of residual organic solvents can be a concern and must be minimized or removed.
2. Emulsion/ Microemulsion as Template Method
Process: The drug is dissolved in the oil phase of an oil-in-water (O/W) emulsion, which is stabilized by surfactants.
A large volume of non-solvent (water) is added to the emulsion to extract and/or evaporate the solvent, causing the drug to precipitate out as nanosized particles within the aqueous phase.
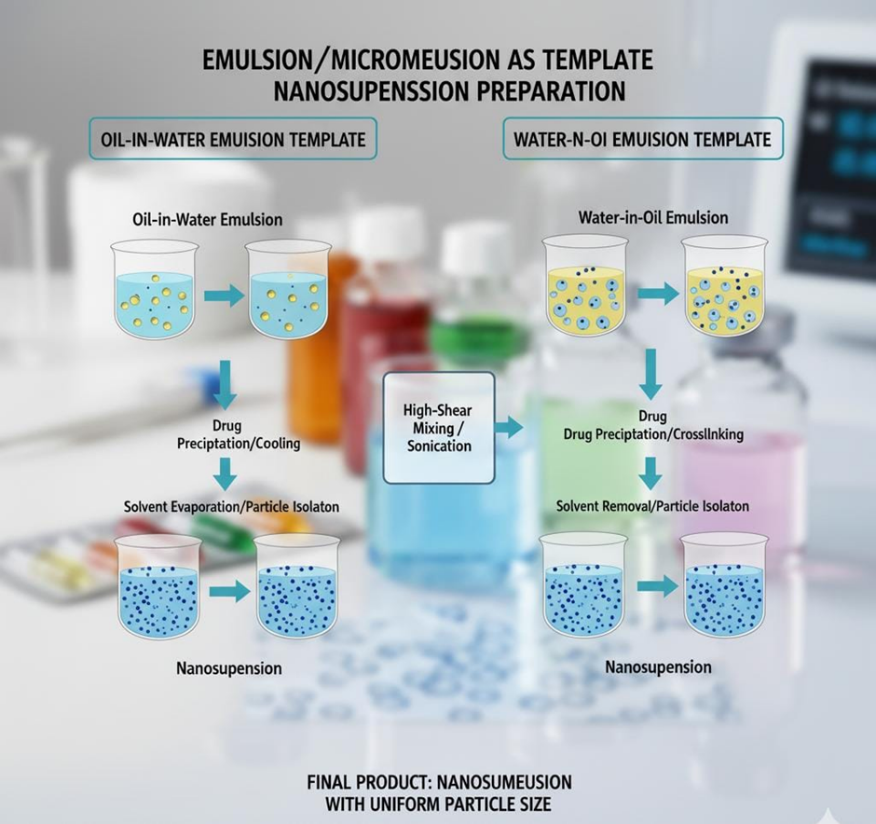
Fig 10. Emulsion/ Microemulsion as Template Method
For microemulsion templates, a thermodynamically stable, transparent microemulsion is formed first. The drug precipitates upon dilution with the non-solvent.
Advantages: Can produce very small and uniform particle sizes.
3. Supercritical Fluid (SCF) Techniques
These methods use supercritical fluids, like supercritical carbon dioxide (scCO_2), as a solvent, anti-solvent, or dispersion medium.
Common Variants:
RESS (Rapid Expansion of Supercritical Solution): The drug is dissolved in scCO_2, and the solution is rapidly expanded through a nozzle into a chamber at lower pressure. The sudden drop in pressure causes the drug to precipitate instantly as fine particles.
SAS (Supercritical Antisolvent): scCO_2 is used as an anti-solvent. A solution of the drug in an organic solvent is sprayed into scCO_2. The scCO_2 rapidly extracts the organic solvent, causing the drug to precipitate as nanoparticles.
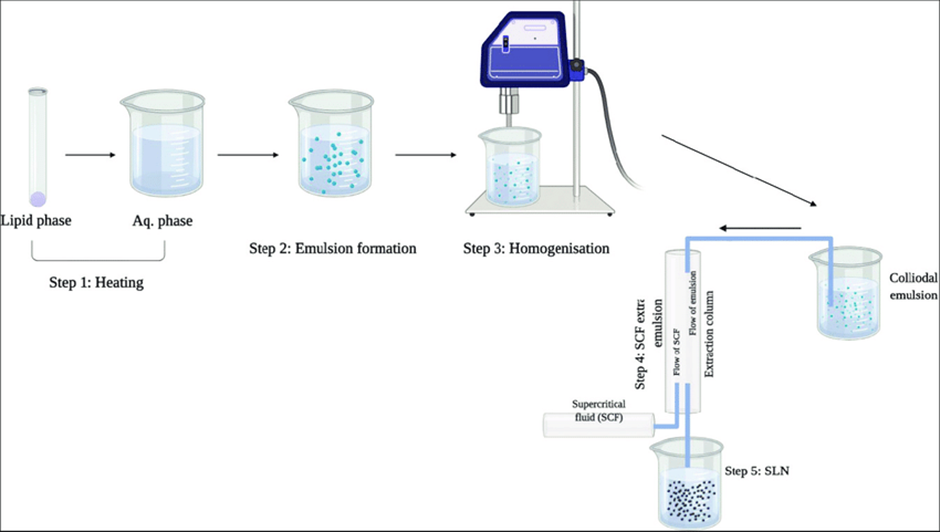
Fig 11. Supercritical Fluid (SCF) Technique
QUALITY CONTROL TESTS:
In-Process Quality Control (IPQC) Tests
|
IPQC Test |
Purpose/ Objective |
Key Procedure/ Device Used |
Rationale for Test |
|
Appearance/ Phase Test |
To ensure the purity and quality of the raw materials (dispersed phase and medium). |
Visual inspection; Monitoring of water quality, syrup purity, and gum dispersion consistency. |
Ensures the fundamental components meet standards before mixing to prevent defects in the final product. |
|
Rheological Tests |
To guarantee the medium has the desired viscosity for stability and re-dispersibility. |
The Brookfield Viscometer is used to determine viscosity. |
Viscosity must be optimized to slow down sedimentation but allow for easy redispersion. |
|
Particle Size of Dispersed Phase Test |
To ensure the drug particles are the optimum size for final product stability and dissolution. |
Microscopic analysis of particle size distribution. |
Particle size significantly impacts the sedimentation rate and dissolution rate, affecting both stability and bioavailability. |
|
Pourability Test |
To check that the final formulation is easily pourable for filling and patient handling. |
Checking the ease of flow of the formulation. |
Ensures patient compliance and prevents difficulties during the industrial filling process. |
|
pH Test |
To monitor and maintain the crucial pH of the formulation. |
Use of a pH meter on different phases and the final mixture; Timely record keeping. |
The pH is critical for the chemical stability of the drug and the physical stability of the dispersed system. |
|
Final Product Assay Test (Homogeneity) |
To ensure the active component is uniformly distributed throughout the formulation. |
Withdrawing a sample and performing an Assay (content analysis). |
Verifies homogeneity; essential for accurate dosing and patient safety. |
|
Zeta Potential Management |
To determine the future physical stability of the suspension. |
Microelectrophoresis or a Zeta Meter device. |
Zeta potential relates to the electrostatic repulsion between particles; a high value (positive or negative) usually indicates a more stable suspension. |
|
Centrifugation Test |
To determine the physical stability under stress conditions. |
Centrifuging a sample at high speed, examining for sedimentation/caking. |
Accelerates the sedimentation process to predict long-term stability quickly; also used to check for air globules and uniform color before packaging. |
CHALLENGES/ CRITICAL THINKING:
Polymer coating of drug suspension:
Polymer Coating helps the patient perceive the taste of the formulation by swallowing the drug particles before the threshold concentration is reached in the mouth. Ethyl cellulose, Eudragit RS 100, as well as Eudragit RS 30 D, and some other polymers are used for coating purposes. This process is commonly used for the preparation of reconstitutable powders or dry powder drugs , which are converted into suspension by mixing with a liquid ,vehicle such as water , just before use. These re-constituted powders coated by polymers have a long shelf-life.[25]
Encapsulation with basic substance:
In this process , a drug with a bitter taste is mixed with a basic substance. After that, this mixture is encapsulated with polymers (cellulose derivatives, vinyl derivatives ,etc.). Now this encapsulated product is suspended and dispersed a suspending medium to obtain a final product.[26]
Coating and pH control:
In the pH control method, those drugs that are soluble at low pH, are preferably maintained in suspension at a high pH where the drug particles are insoluble and ,vice versa. By applying polymeric coating, we can avoid the solubilization of the drug, and taste masking can also be achieved[27]
REFERENCE


Payal Gawali, Vaishnavi Gunjal, Vikas Gore, Siddharth Guldagad, Vaibhav Gunjkar, Nanosuspensions for Improved Drug Delivery: A Review of Preparation Methods and Applications., Int. J. of Pharm. Sci., 2025, Vol 3, Issue 11, 2693-2707. https://doi.org/10.5281/zenodo.17641600
 10.5281/zenodo.17641600
10.5281/zenodo.17641600
