 Deep Jyoti Shah*
Deep Jyoti Shah*
 Ankita Singh
Ankita Singh
 Pratik Kumar
Pratik Kumar
 Ankit Kumar
Ankit Kumar
 Abhishek Kumar
Abhishek Kumar
 Anushreya Soreng
Anushreya Soreng
 Aryan Raj
Aryan Raj
 Avishek Raj
Avishek Raj
 Chhaya Kumari
Chhaya Kumari
 Kuldeep Prajapati
Kuldeep Prajapati
 Rajni Mariam Marandi
Rajni Mariam Marandi
 Shiv Kumar Paul
Shiv Kumar Paul
 Sujjan Galande
Sujjan Galande
 Ravi Ranjan Bhandari
Ravi Ranjan Bhandari
 Mantu Kumar
Mantu Kumar
 Navin Singh
Navin Singh
 Puja Kumari
Puja Kumari
 Raunaq Kumari
Raunaq Kumari
 Sha Chandankumar Manojkumar
Nikhil Kumar Sharma
Sha Chandankumar Manojkumar
Nikhil Kumar Sharma
1,2,3 Faculty of Medical Science and Research, Sai Nath University, Ranchi, Jharkhand, India 835219
4 Department of Pharmacy, Shubham University, Bhopal, Madhya Pradesh, India 462010
The pharmaceutical industry faces increasing pressure to adopt sustainable practices that reduce environmental impact by maintaining the quality and effect of medicines. This review examines the recent progress of green chemistry methods for drug synthesis and focuses on three key fields: environmentally friendly solvent, durable catalyst, and energy-efficient synthetic methods. Traditional medicine production generates enough dangerous waste and uses significant energy resources. Green chemistry policies provide ways to reduce environmental footprints through solvent replacement, catalytic innovation, and process intensification. We analyse the implementation of water, supercritical fluids, ionic liquids, and bio-based solvents as an alternative to conventional organic solvents. The review highlights the progress of biocatalysis, organocatalysis, and heterogeneous catalysis that enables cleaner reactions with improved atom economy. In addition, we test the energy-efficient technologies, including microwave-assisted synthesis, continuous flow chemistry, and mechanochemistry. Case studies show successful industrial application of these green methods in pharmaceutical synthesis. Despite this promising development, there have been some challenges in terms of criteria, regulatory acceptance, and economic performance. This broad analysis provides insights about the current sophisticated green chemistry method and identifies future research fields for sustainable pharmaceutical production.
1.1 Background and Significance
The pharmaceutical industry is a significant global healthcare sector that produces life-saving medications that enhance the lives of millions of people. However, the traditional medicine production process is historically among the most environmentally intensive industrial activities. Synthesis of active pharmaceutical components (API) usually produces 25-100 kilograms of waste per kilogram, which significantly exceeds waste production in other chemical industries. This environmental burden is derived from the extensive use of multi-step synthetic sequences, including dangerous organic solvents, stoichiometric rectifiers, energy-intensive purification steps, and weak overall yields [1, 2].
Defined by twelve basic principles, green chemistry established by Anastas and Warner provides a structure to design chemical products and processes that reduce or eliminate dangerous substances. These policies emphasize waste prevention, nuclear economy, safe chemical synthesis, the design of safe chemicals, renewable feedstock use, and reducing energy use. The application of green chemistry in pharmaceutical synthesis represents both an environmental necessity and an economic opportunity, as sustainable processes can reduce costs while meeting increasingly strict environmental regulations [3].
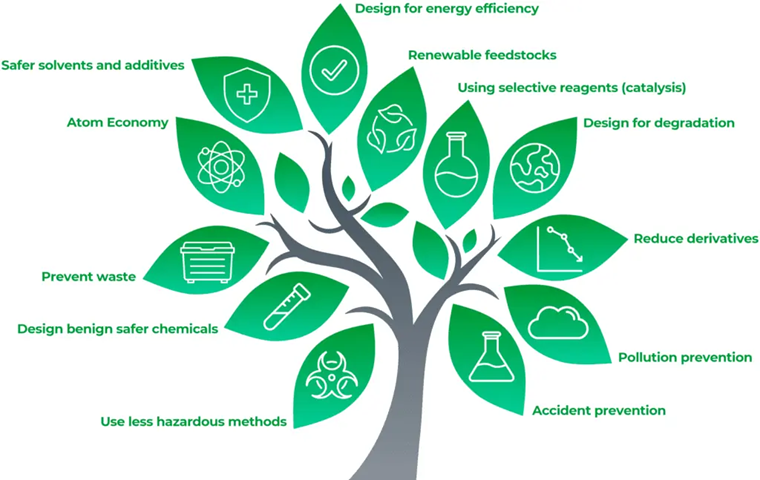
Fig. 1: Principles of green chemistry
Sources: https://kemquest.com/green-chemistry/
1.2 Current Challenges in Pharmaceutical Manufacturing
Traditional pharmaceutical synthesis faces several sustainability challenges. First, the industry depends greatly on organic solvents, which form 80-90% of the mass used in API production. General solvents such as dichloromethane, dimethylformamide, and toluene cause health risks and environmental concerns [4,5]. Secondly, a stoichiometric reagent is used in many synthetic routes that produce enough waste flow. Thirdly, batch processing with multiple purification steps spends excessive energy and time [6]. Fourth, weak atom economy in conventional reactions means a significant proportion of startup materials ends as waste instead of products.
Controllable pressure and corporate stability initiatives demand increasingly green production methods. Organizations must evaluate and reduce environmental impacts for the arrival of the European Union and for similar structures worldwide. Main drug companies have established green chemistry programs aiming at solvent reduction, waste reduction, and energy efficiency. These initiatives respond to both regulatory requirements and recognition that sustainable practices provide competitive benefits through cost savings and increased corporate reputation.
2. Eco-Friendly Solvents in Drug Synthesis
2.1 Water as a Green Solvent
Water represents ideal green solvents due to non-toxicity, abundance, non-flammability, and zero environmental effects. Recent progress has extended the application of water in biological synthesis, which is traditionally considered challenging due to the hydrophobic nature of many organic compounds. The above reactions of water, where organic reactors create emulsions on the water surface, have demonstrated significant rate acceleration for various transformations, including Diels-Alder reactions, Claisen rearrangements, and aldol condensation [7].
The aquatic-stage reaction has been successfully applied in several pharmaceutical intermediate syntheses. For example, the synthesis of pregabalin, an anticonvulsant drug, was redesigned using water as the primary solvent, eliminating the requirements of dangerous organic solvents in the original step. The use of surfactant and phase-transfer catalyst enables response among hydrophobic reactors through aqueous, maintains response efficiency, and dramatically improves security profiles [8].
Hydroelectric synthesis utilizes water at higher temperature and pressure, which uses unique properties of water near the crisis point. This method has been proved valuable for the synthesis of heterocyclic compounds found in pharmaceutical structures. High-temperature water enhanced solvent ability facilitates reactions that would require strict conditions or toxic solvents in conventional methods.
2.2 Supercritical Fluids
Supercritical carbon dioxide (scCO?) has emerged as a versatile green solvent for pharmaceutical applications. Beyond its critical point (31°C, 73 bar), CO? exhibits liquid-like density and gas-like diffusivity, providing excellent mass transfer properties. As a non-toxic, non-flammable, and easily removable solvent, scCO? offers significant advantages over traditional organic solvents [9].
In the synthesis of drugs the application of scCO? includes extraction, purification, crystallization, and reaction as a medium. Synthesis of ibuprofen intermediates has been shown in supercritical carbon dioxide, which achieves high yield without waste of organic solvents. In particle engineering, the use of supercritical fluid technology enables precise control over the size of the drug’s particle and morphology, critical parameters that affect the characteristics of organic availability and formulation features [10].
Supercritical water, when more extreme conditions are needed (374°C, 221 bar), acts as an effective medium for biological reactions and waste treatment. The unique features of the supercritical water allow complete solubility with organic compounds and gases, which usually facilitate response between incompatible stages.
2.3 Ionic Liquids and Deep Eutectic Solvents
Ionic liquid (ILs) is salt that stays as liquid at temperatures below 100 °C, which provides tuneable features through selecting cation-anion combination. Their low steam pressure, thermal stability and the ability to dissolve different compounds makes them attractive solvent for pharmaceutical synthesis. However, environmental assessments reveal that many ILs show toxicity and biodegradability concerns, which require careful selection and evaluation [11].
Deep Eutectic Solvent (DES) represents more recent class of green solvents formed by mixing hydrogen bond donors and acceptors. These eutectic mixtures display significantly lower melting point than individual elements, produce similar liquid medium such as ionic liquids but are usually low toxicity and cost. Choline Chloride-based DES has demonstrated functionality in various pharmaceutical synthesis, including Knoevenagel condensations and enzymatic conversions [12].
Research has explored DES applications in synthesis of anti-inflammatory drugs, antibiotics and cardiovascular drugs [13]. Organic compatibility of many DES elements such as sugar, amino acid and organic acid makes them especially suitable for pharmaceutical application where the product’s purity and safety is foremost.
2.4 Bio-Based Solvents
Bio-based solvents derived from renewable resources provide durable options for petroleum-derived solvents [14]. Ethanol, ethyl lactate, 2-methyltetrahydrofuran and glycerol have attracted attention as green solvents in the production of medicines. These solvents usually show favourable toxicity profiles, organic degradation and can be produced from agricultural feedstock.
Tetrahydrofuran can be substituted with 2-methyltetrahydrofuran, which is made from renewable resources such as corncobs or bagasse, in a variety of reactions, such as reductions and Grignard reactions. The performance matches or far better than conventional THF while providing advanced stability metrics. Several pharmaceutical companies successfully applied this solvent in the production of commercial API [15].
Dipolar aprotic solvent Cyrene, derived from cellulose has emerged as an promising alternative to N-methylpyrrolidone and dimethylformamide. Its favourable safety profile and renewable source makes it attractive for pharmaceutical application, although its relatively recent launch means that industry acceptance is limited.
3. Sustainable Catalysis in Drug Synthesis
3.1 Biocatalysis and Enzymatic Transformations
Biocatalysis employs either enzymes or complete cells to perform chemical conversion, providing exceptional selectivity, mind reaction conditions, and reduced waste production. Enzymes work through aquatics at ambient temperature, which dramatically reduces energy consumption compared to traditional chemical synthesis. The fine selectivity of enzymes often eliminates the requirements of protecting groups, shortening synthetic pathways and improving the atomic economy [16].
Industrial biocatalysis has achieved significant success in pharmaceutical production. The synthesis of diabetes medication sitagliptin, marketed by Merck is an example of green biocatalysis. The original rhodium-catalysed hydrogenation was replaced by an engineered transaminase enzyme, eliminating heavy metal catalysts, reducing waste by 19%, and improving yield from 90% to 98%. This transformation has saved millions of dollars annually and has substantially improved environmental metrics.
Lipases, esterases, and proteases catalyse numerous reactions relevant to the pharmaceutical synthesis, including kinetic resolution, ester hydrolysis, and peptide bonding. Directed evolution and protein engineering extended the ability of enzymes, creating a biological catalyst with improved stability, modified level specifications, and tolerance towards organic solvents. Previously inaccessible reactions are enabled by these engineered enzymes through biocatalysis [17].
Use of cascade reactions is one effective method for simplifying synthesis, which combine several enzyme processes in a single pot. Complex conversions can be performed by multi-enzyme systems that would require numerous isolation and purification steps in conventional synthesis, which significantly improves process efficiency and durability.
3.2 Organocatalysis
Organocatalysis employs small organic molecules as catalysts and avoids heavy metals associated with traditional conversion metal catalysts. These catalysts derived from easily available chiral pool compounds such as amino acids and alkaloids enable important asymmetric synthesis for producing enantiomerically pure drugs. The absence of metal pollution facilitates purification and solves regulatory concerns about the remaining metals in drugs.
Proline and proline derivatives catalyse a wide range of asymmetric conversions, including aldol reactions, Mannich reactions, and Michael additions [18]. These conversions create carbon-carbon and carbon-heteroatom bonds necessary to create complex pharmaceutical architectures. Many organocatalytic reaction’s mild conditions and aqueous compatibility align perfectly with green chemistry policies.
Cinchona alkaloids, thioureas, and phosphoric acids represent other important organocatalyst classes with applications in pharmaceutical synthesis [19]. Development of bifunctional organocatalysts, which also extended the opportunity and efficiency of organocatalytic transformation by activating both electrophiles and nucleophiles.
Industrial implementation of organocatalysis is relatively limited compared to biocatalysis probably as it sometimes requires high catalyst loading. However, there are successful examples, including the synthesis of pregabalin precursor and intermediates of oseltamivir using the organocatalytic method.
3.3 Heterogeneous Catalysis and Catalyst Recovery
Heterogeneous catalysts in solid form provide significant benefits for sustainable medicine synthesis, including simplified separation, catalyst recovery, and reuse. These features reduce waste, reduce costs, and enable continuous processing. Supported metal catalyst, zeolite and metal-organic structure provide various catalyst functionality for pharmaceutical transformation.
The palladium catalyst plays a central role in pharmaceutical synthesis, which enables to form carbon-carbon and carbon-heteroatom bonds through cross-coupling reactions [20]. Supported palladium catalysts allow recovery and reuse, which solves both economic and environmental concerns. The progress of catalyst design has achieved palladium loading in parts-per-million range, which reduces metal contamination in final products.
Heterogeneous photocatalysts enable light-driven conversion in light situations, representing an energy-efficient approach for pharmaceutical synthesis [21]. Titanium dioxide, carbon nitride and other semiconductor substances catalyse various oxidation, reduction and coupling reactions using visible light as a source of energy.
Immobilized enzyme and organocatalysts combines the selection of a homogeneous catalyst with the practical advantages of a heterogeneous system. Immobilization techniques, including coordinated attachments, physical absorption and encapsulation, often enable catalyst recovery when improving stability.
4. Energy-Efficient Synthetic Methods
4.1 Microwave-Assisted Synthesis
The microwave heating provides quick, uniform power transfer through direct interaction with polar molecules and dramatically accelerates response while reducing energy consumption. Compared to conventional heat, microwave radiation heats directly and uniformly reaction mixtures, achieving reaction temperature in seconds instead of minutes or hours.
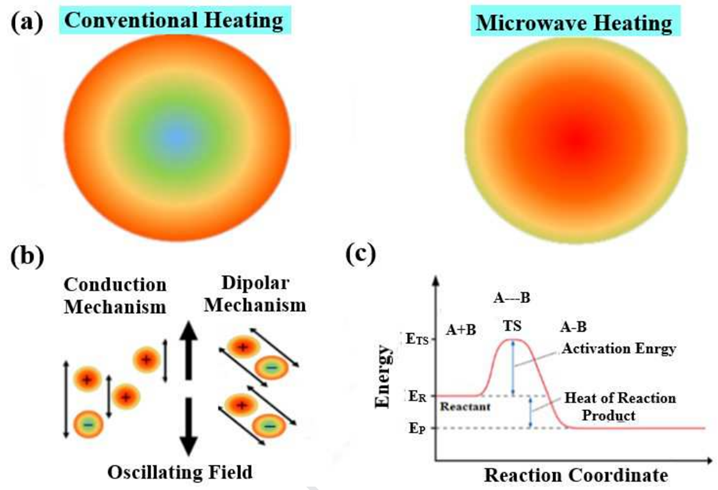
Fig. 2. (a) Temperature profile of reaction mixture after t min as alerted by the treatment in traditional oil bath and microwaves, (b) Representation of oscillating field in conduction and dipolar mechanisms and (c) Activation energy diagram for the chemical reaction under microwave conditions.
Sources: https://www.sciencedirect.com/science/article/abs/pii/S2588842020300055
Pharmaceutical applications of microwave synthesis expose a variety of reactions, including cycloadditions, condensations, coupling reactions, and heterocycle formation. Synthesis of heterocyclic cores found in many drugs has been particularly benefited from microwave acceleration. Responses that traditionally require hours or days can be done in minutes, often in microwave situations, improving throughput and reducing energy consumption [22].
The scale-up of microwave-assisted synthesis has significantly progressed, with continuous-flow microwave reactors enabling industry-scale production. These systems solve traditional concerns about batch size limitations in microwave synthesis, achieve production rates competitive with conventional methods, while maintaining the benefits of energy efficiency.
Safety benefits are with the energy efficiency of microwave synthesis. Shortening in reaction time reduces the contact of dangerous intermediates and limits thermal decomposition. Microwave reactors contain volatile or dangerous material in conventional seal-vessel methods, which improve workplace safety.
4.2 Continuous Flow Chemistry
Continuous flow chemistry processes reactions in tubes or channels instead of batch vessels, which provides numerous advantages including advanced heat and mass transfer, increased safety, waste reduction and simplified scale-up. The volume of small reactors used in flow chemistry enable reactions under situations impossible in batch furnaces such as high temperature and pressure, while maintaining safety.
Pharmaceutical companies increasingly adopt flow chemistry for API production, recognizing the benefits of process intensity and durability. The synthesis of artemisinin, an antimalarial drug, was revolutionized through continuous flow photochemistry, which enables scalable production previously restricted by batch processing constraints. This development example shows how flow chemistry can deal with challenges of supply chain for the necessary drugs [23].
Multistep flow sequences perform multiple responses to the connected module without disassembling intermediates, dramatically aligning synthesis. These telescoped processes reduce solvent costs, reduce waste, and improve overall yield by avoiding intermediate isolation and purification during the purification. Several pharmaceutical companies have reported the multistep flow synthesis of API, which has achieved shorter and more efficient routes than traditional batch processes [24].
The integration of in-line analytics with the flow reactor enables real-time monitoring and optimization and supports the process analytical technology initiative. This integration facilitates the mandatory quality-by-design approaches by regulatory companies, ensuring the quality of the product is satisfactory while improving process understanding and control.
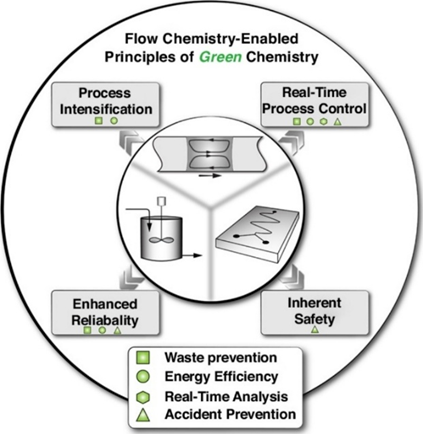
Fig. 3. Integration of Flow Chemistry with Green Chemistry for Sustainable Processes
Sources: https://www.sciencedirect.com/science/article/abs/pii/S2211339819300280
4.3 Mechanochemistry
Mechanochemistry often uses mechanical strength to run chemical reactions without solvent or with minimal liquid additions. Ball milling, twin-screw extrusion, and resonant acoustic mixing represent the mechanical chemical techniques applicable to pharmaceutical synthesis. These solvent-free or solvent-minimum methods are firmly compatible with green chemistry policies.
The applications of mechanochemistry in pharmaceutical synthesis includes cocrystal formation, salt formation, polymorph screening, and organic synthesis [25]. The mechanochemical synthesis of carbamazepine cocrystals demonstrates improved dissolution properties while removing solvent waste from the conventional crystallization process. The regulatory approval of mechanochemically prepared drug products validates this method for pharmaceutical production.
Organic reactions under mechanochemical conditions often show modified selectivity and responsibilities compared to solution-phase reactions. Slow or inconsistent reactions with specific solvents can proceed efficiently through mechanochemical activation. The synthesis of various pharmaceutical intermediates, including Knoevenagel condensation products, Michael adducts, and heterocycles, has been achieved mechanochemically [26].
Scale-up of mechanochemical processes presents unique challenges compared to traditional chemical production. However, continuous mechanochemical reactors based on twin-screw extrusion technology provide a way towards industrial implementation and bridging the gap between laboratory display and commercial production.
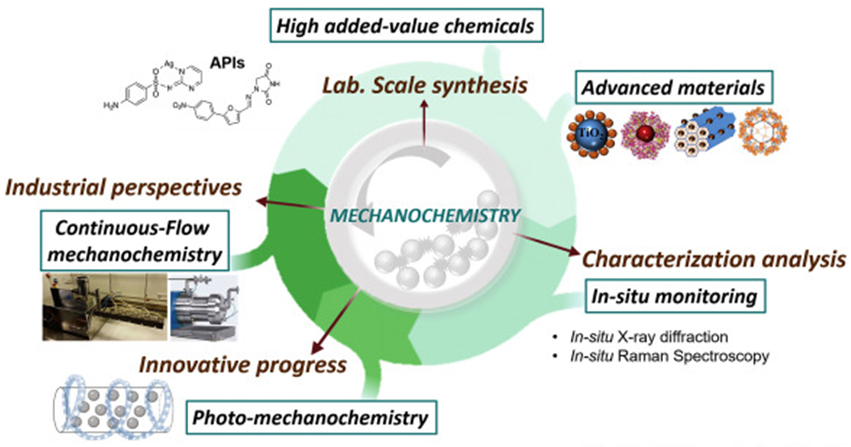
Fig. 4. Innovative Mechanochemical Strategies for Advanced Materials and APIs
Sources: https://www.sciencedirect.com/science/article/abs/pii/S2452223621000341
5. Case Studies and Industrial Applications
5.1 Rufinamide Synthesis
Rufinamide, an antiepileptic drug, is an example of successful application of green chemistry principles in pharmaceutical manufacturing. The original synthesis involved multiple steps with significant waste generation and the use of hazardous reagents. A revised route applied continuous flow chemistry with in-line separation, reducing the number of unit activities and eliminating intermediate isolation [27].
The advanced process has achieved a 50% reduction in overall waste production while improving volumetric productivity ten times. By switching flow reactors for batch reactors, reactions at higher temperatures under controlled circumstances were made possible, increasing reaction speeds and yields. This case shows how the process intensity through the green chemistry method can improve both environmental and economic metrics at the same time.
5.2 Atorvastatin Manufacturing
Atorvastatin, a blockbuster cholesterol-reducing drug, has gone through multiple green chemistry improvements in its production process. Primary synthetic pathways depended greatly on toxic solvents and generated enough waste. Further modifications focus on solvent replacement, catalyst efficiency, and process optimization.
The introduction of biocatalytic steps to build the vital chiral centre replaced the chemical resolution processes, improving yields, and reducing waste. Enzymatic hydrolysis replaced chemical conventional methods to remove protection groups by working under mild conditions. These biocatalytic conversions demonstrate how can improvement in both stability and process efficiency in large-scale pharmaceutical production can be achieved through green chemistry [28].
5.3 Sertraline Green Synthesis
Sertraline, an antidepressant drug, represents another success story in the production of green drugs. Development of the improved synthesis of the Pfizer’s replaced the stoichiometric titanium reagents with recyclable catalyst which dramatically reduced metal waste. The altered route also deducted multiple protection-deprotection steps, shortened synthesis, and improved the atom economy [29].
Solvent optimization substituted chlorinated solvents with more benign alternatives enhancing operation safety and reducing negative effects on the environment. Collectively, these modifications reduce waste to 440 kilograms of sertraline per kilogram produced, which highlights significant environmental benefits obtained through the proper use of green chemistry
6. Challenges and Future Perspectives
6.1 Current Limitations
Green chemistry has made significant progress, but there are still several obstacles on the way of its extensive adoption in pharmaceutical production. Some green technology, including mechanochemistry and some biocatalytic process, still have difficulty in scaling from laboratory to commercial production. Equipment availability and capital investment can prevent acceptance of investment requirements, especially for small manufacturers.
Regulatory considerations present another challenge. A change of established production processes requires extensive validity and regulatory approval, which creates inertness against the improvement of the process. The conservative nature of pharmaceutical regulations can reduce the speed of adopting innovative green technology, even if it is essential to ensure the safety of the drug.
Decision is influenced by economic factors; sometimes, long-term durability benefits are higher than short-term expenses. Although green chemistry often reduces management costs, advance investment in new equipment or catalyst development may be enough. It is essential to drive environmental improvement as well as display economic benefits [30].
6.2 Emerging Technologies and Research Directions
Photochemistry and photocatalysis represent the fields of rapid progress, including significant potential of drug synthesis. Light-driven reactions enable conversions under mild conditions with excellent energy efficiently. By addressing scale-up issues, continuous flow photoreactor development brings photochemical techniques closer to commercial feasibility [31].
Artificial intelligence and machine learning are transforming process development, enabling rapid optimization of green chemistry parameters. These computational tools can predict the best reaction conditions, solvent system and catalyst structure, which accelerate the development and implementation of sustainable processes [32].
Electrochemistry provides another frontier to the synthesis of green medicine. Electrochemical reactions use electrons as a reagents by avoiding stoichiometric chemical oxidants or reductants. Recent advances of electrochemical methods have demonstrated applications in pharmaceutical synthesis, with increasing interest in scaling these approaches [33].
The integration of renewable energy sources with pharmaceutical production represents an important aspect to reduce carbon footprint. Solar, wind and other renewable energy can give energy to pharmaceutical production with energy-intensive unit operation. The combination of green chemistry with renewable energy addresses the environmental impact of the entire life cycle of pharmaceutical production.
6.3 Policy and Industry Initiatives
Collaborative initiatives between industries, academics, and government agencies accelerate green chemistry adoption. The ACS Green Chemistry Institute (ACS GCI) Pharmaceutical Roundtable, brings together major pharmaceutical companies to develop a solvent selection guide, share best practices and promote green chemistry research. Such cooperation overcomes competitive barriers for the progress of stability across the industry [34].
The regulator incentive can accelerate the adoption of green chemistry. Priority review for drugs made using green chemistry, increased patent life, or other benefits can inspire companies to invest in sustainable process. Some regulatory agencies have begun to include the consideration of sustainability within their framework, although there remains a significant opportunity for policy innovation.
The education and training of green chemistry ensure the knowledge and mentality of designing the sustainable processes of the next generation of pharmaceutical scientists [35]. Integrating green chemistry policies across the chemistry curriculum from graduate to professional education, creating a workforce equipped to address the sustainability challenges.
CONCLUSION
Green chemistry methods are converting pharmaceutical synthesis, providing ways to reduce environmental impact while maintaining or improving process efficiency and product quality. Environment-friendly solvents with water, supercritical liquid, ionic liquid, and bio-based options are replacing dangerous conventional solvents. Durable catalysts, organic catalysts, and durable catalysts enable clean responses with improved selectivity and waste reduction through the recovery of diversified catalysts. Energy-efficient methods, including microwave synthesis, continuous flow chemistry, and mechanical chemistry, intensify processes while reducing energy consumption.
Industrial case studies show that green chemistry is not only ambitious but also practically achievable; main pharmaceutical manufacturers successfully implement sustainable processes for blockbuster drugs. These implementations prove that environmental durability and economic functionality are compatible, often complementary purposes.
The emerging technology remains a challenge in maintaining short-term expenses against measuring, regulatory structure management, and long-term benefits. However, the course is clear: Pharmaceutical production is becoming increasingly sustainable by the systemic application of green chemistry policies. Continuous research, industrial cooperation, policy support and education will accelerate this transformation, which will enable the dual needs of society for the pharmaceutical industry’s life-saving drugs and environmental responsibility.
Artificial intelligence (Artificial intelligence), renewable energy, and integration of emerging technologies promise further progress in sustainable pharmaceutical production. Since climate change and environmental degradation are demanding an emergency action in all industries, taking green chemistry in the pharmaceutical industry shows how innovation and stability can go forward together, creating a future where human health and planet health complement each other without being contradictory priorities.
REFERENCES
Deep Jyoti Shah, Ankita Singh, Pratik Kumar, Ankit Kumar, Abhishek Kumar, Anushreya Soreng, Aryan Raj, Avishek Raj, Chhaya Kumari, Kuldeep Prajapati, Rajni Mariam Marandi, Shiv Kumar Paul, Sujjan Galande, Ravi Ranjan Bhandari, Mantu Kumar, Navin Singh, Puja Kumari, Raunaq Kumari, Sha Chandankumar Manojkumar, Nikhil Kumar Sharma, Green Chemistry Approaches in Drug Synthesis: Eco-Friendly Solvents, Catalysts and Energy-Efficient Methods, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 10, 1724-1736. https://doi.org/10.5281/zenodo.17370763
 10.5281/zenodo.17370763
10.5281/zenodo.17370763
