Lecturer, R. G. Sapkal Institute of Pharmacy, Nashik 422213, Maharashtra, India.
In recent years drug formulation scientists have recognized that single-component excipients do not always provide the requisite performance to allow certain active pharmaceutical ingredients to be formulated or manufactured adequately. In addition to this the cost involved in development of new chemical excipients with improved properties is quite high. In response to these deficiencies, drug formulation scientists have relied on increasing numbers of combination excipients introduced by excipient manufacturers into the commercial market. In order to justify the high rise in new drug development and high industrial output demand, new excipients with purpose satisfying characteristics are the need of the hour. New combinations of existing excipients are an interesting option for improving excipient functionality now-a-days. The future scope determines that coprocessed excipients are the rising need of 21st century.
The pharmaceutical industry first started to use co-processed excipients from the late 1980s, with early examples including co-processed microcrystalline cellulose and calcium carbonate, introduced in 1988, MEGGLE’s co-processed cellulose and lactose [1990], and co-processed glucomannan and galactomannan [1996]. The International Pharmaceutical Excipients Council [IPEC] defines excipient as “substances other than the API which have been appropriately evaluated for safety and are intentionally included in a drug delivery system”. An excipient that has undergone co-processing is a combination of two or more compendial or non-compendial excipients with the goal of physically changing their properties without altering chemical properties [1]. The current review article is prepared to have a look over the recent development in excipient technology and the approaches involved in development of such excipients. Particle engineering of individual excipients and excipient combinations using coprocessing, by virtue of subparticle modifications, has provided an attractive tool for developing high functionality excipients that are suited to modern tablet manufacturing processes. It signifies the synergistic outcome of the combination of excipients taking their material property into consideration. It also emphasises on the particular material properties in terms of physico-mechanical that are useful to overcome the limitation of existing excipients. All the developed co-processed excipients are enlisted highlighting their multi-functional and beneficial characteristics. Regulatory issues concerned with the development of new excipient as well as coprocessed excipients are also discussed.
Most of the excipients having drawbacks such as lack of compressibility, poor flowability, lack of cohesion properties or lubrication [2]. As a result, a blend of few ingredients is required to achieve satisfactory condition prior to direct compression [3]. Moreover, the advance in tableting machinery has resulted in high-speed tablet machine with short duel times. Operation of this machine requires excipients with good compressibility flow property [1]. The role of co-processing comes into the picture by interacting two or more excipients at the sub-particle level, aimed at providing a synergy of functionality improvements, as well as masking the undesirable properties of the individual excipients [2]. The advancement and maturation of co-processing technology explore the possibility to produce tailor-made “designer excipients” to cater to various specific needs required for formulation development [2].
Co-PEs can improve the flowability, compressibility, disintegration potential, moisture sensitivity, and lubricant sensitivity of a drug. They can also improve the content uniformity, palatability, stability, and sustained-release performance.
Co-PEs are all-in-one solutions that reduce the number of ingredients and processing requirements. This can lead to faster development and less complex manufacturing.
Co-PEs can be used to deliver drugs to targeted sites, such as in cancer treatment. For example, liposomes and nanoparticles are Co-PEs that can be used to deliver chemotherapeutic drugs to tumors
2.1. Single excipient
2.2. Mixture of multiple excipients
2.3. New chemical entity
2.4. Co-processed excipients.
2.1 Single excipients Single excipients can be defined as excipients containing one component which is primary component called as excipient.
2.2 Mixtures of multiple excipients Simple physical mixture or blends of two excipients by means of low to medium share process where the individual component are mixed together without significant chemical change [6].
2.3 New chemical entities It can be defined as the excipients which are chemically modified to form new excipients. These are generally not listed in FDA inactive ingredient database [IID]. These are not fully qualified by existing safety database with respect to currently proposed level of exposure or route of administration [7].
2.4 Co-processed excipients A co-processed excipients is a combination of two or more compendial or non-compendial excipients designed to physically modify their properties. Many different co-processing methods may be used as spray drying, miling, melt extrusion, granulation [8]. The co-processing excipients leads to formation of excipients granulates with superior of physical mixture of component or with individual components. The main aim of co-processing is to obtain product with added value related to the ratio of functionality.
5.1. Particle Engineering
Solid substances are characterized by three levels of solid-state: the molecular, particle, and bulk level. These levels are closely linked to one another, in which changes in one level reflect another. The molecular level includes arrangement of molecules in the crystal lattice and includes polymorphism, pseudo-polymorphism, and amorphous state. The particle level includes particle properties such as shape, size, surface area, and porosity. The bulk level includes ensemble of particles and properties such as flowability, compressibility, and dilution potential. The scientific framework for the development of new grades of current excipients and novel combinations of existing excipients is provided by the interdependence among the levels [9].
Table 1: Various particle properties influencing excipient functionality [10]
|
Particle property |
Excipient functionality |
|
Enlargement of particle size |
Flowability |
|
estricting particle size distribution |
Compressibility, |
|
Enlargement of particle porosity |
Segregation potency |
|
Surface roughness |
solubility |
5.2. Steps involved in co-processing of excipients
· Selection of the excipients group to be co processed by carefully studying the material [elastic, plastic or brittle] characteristics and functionality requirements.
· Choose required proportions of excipients.
· Examine the particle size required for co processing.
· Choose a suitable drying method, such as spray drying or flash drying
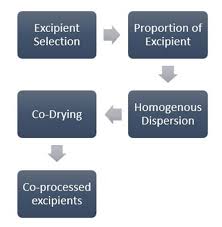
Figure 1 Steps involved in co-processing of excipient
Methods Of Coprocessing. [11,12,13,14]
Methods of coprocessing were listed below
1. Spray Drying
2. Solvent Evaporation
3. Crystallization
4. Melt Extrusion
5. Granulation/Agglomeration
Spray drying technique enables the transformation of feed from a fluid state into dried particulate form by spraying the feed into a hot drying medium. It is a continuous particle processing drying operation. The feed can be a solution, suspension, dispersion or emulsion. The dried product can be in the form of powders, granules or agglomerates depending upon the physical and chemical properties of the feed, the dryer design and final powder properties desired.
Solvent evaporation method involves the utilization of liquid manufacturing vehicle. The coating excipient is dissolved in a volatile solvent, which is immiscible with the liquid manufacturing vehicle phase. A core excipient material to be microencapsulated is dissolved or distributed within the coating polymer solution. With the agitation, core coating material mixture is dispersed in the liquid manufacturing vehicle phase to obtain the appropriate size microcapsule. The mixture is then heated [if necessary] to evaporate the solvent. Once all the solvent is evaporated, the liquid vehicle temperature is reduced to ambient temperature [if required] with continued agitation. At this stage, the microcapsules can be used in suspension form, coated on to substrates or isolated as powders. The core materials is also either water - soluble or water - insoluble materials.
3. Crystallization
Crystallization is the [natural or artificial] `process of formation of solid crystals precipitating from a solution, melt or more rarely deposited directly from a gas. Crystallization is also a chemical solid– liquid separation technique, in which mass transfer of a solute from the liquid solution to a pure solid crystalline phase occurs. Procedure: For crystallization to occur from a solution it must be supersaturated. This means that the solution has to contain more solute entities [molecules or ions] dissolved than it would contain under the equilibrium [saturated solution].
This can be achieved by various methods, with
1. Solution cooling,
2. Addition of a second solvent to reduce the solubility of the solute [technique known as antisolvent or drown-out],
3. Chemical reaction and,
4. Change in pH being the most common methods used in industrial practice.
4. Melt extrusion
Melt extrusion is a process of formation of small beads, pellets from the molten mass which is extruded through extruder.
5. Granulation/agglomeration
Granulation is the act or process of forming or crystallizing into grains. Granules typically have a size range between 0.2 to 4.0 mm depending on their subsequent use. Synonym “agglomeration”. Agglomeration process or in a more general term particle size enlargement technologies are great tools to modify product properties. Agglomeration of powders is widely used to improve physical properties like: wettability, flowability, bulk density and product appearance. In pharmaceutical industry, two types of granulation technologies are employed, namely, Wet Granulation and Dry Granulation. Wet granulation is the more preferred method for coprocessing.
Table 1 lists a few instances of commercially available co-processed excipients [15, 16, 17].
|
Coprocess Excipient |
Trade Name |
Added Advantages |
|
Lactose,3.2%Kollidon 30,Kollidon KL |
Ludipress |
Low degree of Hygroscopicity, good flowability, tablet hardness independent of machine speed. |
|
Lactose,25% cellulose |
Cellactose |
High compressibility,good mouthfeed,better tableting at low cost. |
|
Microcrystalline cellulose, silicone dioxide |
Prosolv |
Better flow, reduced sensitivity to wet granulation, better hardness of tablet,reduced friability |
|
Microcrystalline cellulose, guar gum |
Avicel CE 15 |
Less gritiness, reduced tooth packing, minimal chalkiness,creamier mouth feed, improved overall palatability. |
|
Calcium carbonate, Sorbitol |
FormaXX |
Controlled particle size distribution |
|
Microcrytalline cellulose, lactose |
microcelac |
Capable of formulating high dose, small tablet with poorly flowable active good flow. |
|
90%Microcrystalline cellulose,10% mannitol |
Avicel HFE 102 |
Better Flow properties, better tabletability at slower speed |
|
Microcrystalline carboxy methyl Cellulose |
Avicel CL 611 |
Impart a thixotrophic viscosity profile, increase formulation stability across a wide range of PH use as stabilizer |
|
Starch w/w, gelatinisation aid & Surfactant |
Pregelatinised starch |
Binder, diluent in oral capsule and tablet. having enhance flow and compression characteristics. tablet binder in dry compression. |
|
α-lactose monohydrate & β cyclodextrin |
Not recognised |
Good flowability, compressibility & compactibility. limitations of β cyclodextrin for it flowability & lubrication sensitivity is overcome. |
|
Lactose, Polyvinylpyrolidone |
Crosspovidone / Ludipress |
An excellent filler binder with very high dilution potential & good binding property . |
|
HPMC, lactose |
Not recognised |
Improve flowability,& compressibility |
|
Sucrose,3 % Dextrin |
Dipac |
Use for direct compressible tablet, improve flowability. |
|
Sucrose 3% dextrin, Microcrystalline cellulose, Silicon Dioxide |
Dipacprosolv |
Directly compressible, better flow, reduced sensitivity to wet granulation, better hardness of tablet, reduced friability. |
|
95% β lactose, 5% lactitol |
Pharmatose dcl 40 |
High compressibility |
|
Orocell 200 with 90% mannitol Orocell 400 with 90% mannitol |
Orocell 200 & orocell 400 |
A development filler binder with high dilution potential and good disintegrating property useful for oral disintigrating tablet |
|
Microcryatalline cellulose 89%,hidroxypropylmethyl cellulose2%, & crosspovidone 9% |
panExceaTMMC200G |
Strong intraparticle bonding bridges between the components, improved the blending, rapid disintegration time. |
|
I-O-Dglucopyranosyl,6-0-D glucopyranosyl D-sorbitol [1:3] particle size 90%,50%. |
Isomalt galen IQ-721 |
Highly soluble agglomerated spherical isomer for fast dissolving and fast disintegration time |
|
Mannitol 84% crosspovidone 16% silicon dioxide < 1% |
pharmaburstTMCL |
High compactibility, high loading in small diameter tablets, smooth mouth feel, rapid disintegration time |
|
Mannitol particle size 60% |
ManogemTM EZ |
Assist in formulating difficult to use non hygroscopic orodispersible tablet containing find drug |
Numerous in-depth analyses of the chemical characteristics of excipients during coprocessing have demonstrated that no chemical change occurs in these excipients. When the separate components are mixed to create the co-processed excipients, no covalently bound chemical entity is created.
During the co-processed excipient's suggested shelf life or retest period, it must be analytically proven that no covalent bonds have formed between the component ingredients [18]. However, the new shapes that dictate the production of a new material are caused by bond breaking, reorientation, the stereochemical environment, and the intermolecular pressures.
In contrast to their traditional counterparts, the analytical methods used for these materials concentrate on characterizing the particle size distribution, X-ray diffractogram, specific surface area, and SEM pictures. Additionally, their structural qualities are aided and controlled by the use of HPLC, DSC, NMR, and FTIR techniques. There have been no chemical alterations found in the thorough investigations of SMCC using XRD, NMR, IR, and Raman spectroscopy [19]. During the development stage, a company's regulatory concerns are lessened by this lack of chemical change [19].
a. Better flow characteristics
Without the requirement for glidants, co-processed excipients with excellent flow characteristics are guaranteed by controlled ideal particle size and particle-size distribution [19]. SMCC's volumetric flow characteristics were examined in relation to MCC. SMCC was shown to have a particle-size range comparable to the parent excipients; however, the flow of co-processed www.wjpr.net Vol 3, Issue 3, 2014. 3869
Kathpalia and others. World Journal of Pharmaceutical Research excipient's spherical shape and even surfaces made it superior to the flow of basic physical combinations [20].
As melt-granulated with greater fatty acids, calcium phosphate showed good flow characteristics and compressibility as compared to a single excipient, although it is generally not suited for direct compression procedures [21].
b. Enhanced compressibility
since the procedure produces a filler-binder excipient and results in a net improvement in flow characteristics and compressibility profiles, co-processed excipients have primarily been utilized in direct compression tableting. It has been found that excipients like Cellactose [22], SMCC, and Ludipress exhibit better compressibility performance than the basic physical mixtures of their constituent excipients. When water is added to excipients like MCC, they become less compressible; this process is known as "quasihornification." However, when it is co-processed into SMCC [23], this feature is enhanced.
c. Improved potential for dilution
Since the majority of active medicinal ingredients have low compressibility, excipients need to have improved compressibility qualities in order to maintain good compaction even when diluted with an agent that has poor compressibility. It has been demonstrated that cellactose has a greater capacity for dilution than a physical mixture of the excipients that make it up [24].
d. Variation in fill weight
It has been demonstrated that co-processed excipients have less fill-weight variation issues than parent materials or simple combinations. The main cause of this phenomenon is the impregnation of one particle into another's matrix, which improves flow characteristics by reducing rough particle surfaces and producing a nearly ideal size distribution [25]. When compared to the individual excipient, the calcium phosphate co-processed excipient exhibits a consistent particle size distribution, resulting in less particle segregation and, thus, less weight variation [21].
e. Less sensitivity to lubricants
A comparatively high amount of brittle material, like lactose monohydrate, and a lesser amount of plastic material, like cellulose, that is fixed between or on top of the brittle material's particles make up the majority of co-processed goods. Because it forms a continuous matrix with a broad bonding surface, the plastic material has good bonding qualities. Low lubricant sensitivity is provided by the substantial amount of brittle material since it inhibits the production of a cohesive lubricant network by creating freshly exposed surfaces when compressed, causing the network to fragment [25].
The number of excipients in stock can be decreased by pharmaceutical makers by adopting a single excipient having several functional characteristics. Customized designer excipients can be created using co-processed excipients since they can selectively reduce drawbacks while maintaining functional advantages. This may assist cut down on the amount of time needed to create formulations. It has been demonstrated that chewable tablets with enhanced organoleptic qualities, such as those found in Avicel CE-15, a co-processed excipient of MCC and guar gum, have unique benefits in terms of decreased grittiness, decreased tooth packing, minimal chalkiness, improved mouth feel, and increased overall palatability. When compared to individual excipients, co-processing reduces the cost of the final product due to its enhanced functionality and reduced test needs. Pharmaceutical businesses can employ coprocessed excipients as proprietary combinations and preserve in-house formularies, which could aid in creating a formulation that is beneficial for intellectual property rights and hard to replicate [26].
Wider design space, fewer experiments for design of experiment [DOE] studies, and flexibility in manufacturing across a wide range of specifications to satisfy the formulators' design objectives are some benefits of employing high performance excipients in QbD. Process analytical tools [PAT] controls in manufacturing, increased flexibility throughout the production phase, and a lower likelihood of rejecting raw material batches are all benefits of a larger design space. For PanExcea MHC300G excipients, the design of space for two crucial material properties—excipient particle size and excipient loss on drying [LOD]—was compared to that of MCC. All key quality characteristics [CQA] of the formulation and tablets containing 63.5% Ibuprofen [D50 particle size between 40-70 microns] were found to be met by the PanExcea MHC300G excipient, which had a D50 particle size between 105-135 microns and a LOD between 2.8 and 4.4. Narrower design space specifications were obtained by formulating the same active components with a non-co-processed MCC as opposed to a PanExcea MHC300G. When compared to excipients that are not co-processed, PanExcea MHC300G offers more formulation flexibility and robustness [27].
The fact that co-processed excipient mixes have fixed excipient ratios is one of their primary disadvantages. This indicates that a set excipient ratio may not be the ideal choice for the API and the dosage per tablet when developing a new formulation.[28]
In order to make immediately compressible co-processed excipients, specialized products including spray drying, fluid bed drying, roller drying, and other unique techniques are manufactured. These products are therefore more costly than the corresponding raw resources that go into their production [29].
The spherical nature of the particles, an intrinsic quality of the excipient, is lost when it is reworked, and the disintegration and dissolution profiles are increased [30].
This review article's main objective is to provide a comprehensive summary of recent developments in excipient technology and the techniques employed in their creation. Formulation scientists have focused on developing multifunctional excipients with improved performance to satisfy formulation experts' needs regarding tablet quality, improved excipient functionality, and production costs. They have noticed that single component excipients don't always work well enough to enable the proper formulation or manufacturing of some active medicinal components. Employing coprocessed excipients helps to offset the disadvantages of employing general-grade excipients. The good characteristics of the co-processed excipients are preserved while they are improved with new ones.
REFERENCES


Priyanka Ahire*, Prajkta Kokane, Coprocessed Excipients: A Novel Method in the Pharmaceutical Sector, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 9, 1732-1742 https://doi.org/10.5281/zenodo.17129976
 10.5281/zenodo.17129976
10.5281/zenodo.17129976
