Kamla Nehru College of Pharmacy, Butibori, Nagpur, Maharashtra - 441108.
The pharmaceutical industry is currently concentrating on creating novel drug delivery systems that improve therapeutic efficacy and lessen adverse effects. When a medication product needs to be administered in a modified release pattern to senior patients, the oral drug delivery system becomes problematic, particularly because they have trouble swallowing. The design of solid dosage forms has made extensive use of Multiple Unit Pellet Systems (MUPS) tablets in recent years. One of the more recent and difficult technologies that combines the benefits of tablets with pellet-filled capsules in a single dose form is the compaction of multiarticulate, also known as the Multiple Unit Pellet System (MUPS). The method of palletization was initially developed in the 1950s, when the first product was released into the market. Multi-unit dose forms have received a lot of attention lately since their smaller particle sizes allow them to pass through the GI tract more readily. When compared to monolithic dose forms, MUPS is thought to have pharmacokinetic benefits. MUPS consistently offers numerous opportunities to create oral formulations with controlled release and delayed release, which aids in the creation of new pharmaceuticals.
Most multi-particulate drug delivery methods are oral dosage forms made up of numerous tiny, distinct units, each of which has a few desired properties. The dosage of the medicinal compounds is distributed throughout several subunits in these systems, which usually comprise of thousands of spherical particles with a diameter of 0.05–2.00 mm(1). One Even though single unit dosage forms have been used extensively for decades, multiarticulate dosage forms are gaining a lot of attention as an alternate drug delivery method for oral medication delivery (2) .In order to administer the prescribed total dosage, these subunits are packed into a sachet and crushed or encapsulated into a tablet (3). Pelletization is an agglomeration technique that creates pellets, which are small, free-flowing, spherical or semi-spherical units made from fine powders or granules of bulk medications and excipients(4). Although different sizes could be created, pellets usually range in size from 0.5 to 1.5 mm. Because multiparticulate are less reliant on GI transit time, they lower the risk of dosage dumping, systemic toxicity, irritation, and significant variation in bioavailability( 5) .With little chance of dose dumping, it is utilised as controlled release or delayed release in current trends. For administration, these particles are compacted into tablets that are enclosed(6). Tablets from Multiple Unit Pellet Systems (MUPS) are frequently employed in the creation of solid dosage forms. When compared to monolithic dose forms, MUPS is thought to have pharmacokinetic benefits. Creating a multiparticulate drug delivery system is easy, has many benefits, and circumvents many of the disadvantages of a single unit dosage form. An overview of multi-particulate drug delivery systems is provided in this article, together with information on their benefits and drawbacks, drug release mechanism, and varieties (7).

Fig 1: Some Important Milestone In The Development Of Multiarticulate System (11)
Advantages of MUPS Delivery Systems:
Below are the advantages of MUPS tablets formulation over pellets filled in capsules and modified release formulations.
Pharmacokinetic:
Pharmacodynamics:
Patient friendly dosage forms better patient compliance:
Processing Benefits
2 Challenges in designing of MUPS tablet formulation:
Compared to pellets in capsules and regular tablets, the production of MUPS tablets presents numerous additional difficulties.
2.1 Uniform Pellet Size: Distribution One of the biggest challenges in the field of Multiple Unit Pellet System (MUPS) tablet compression is achieving a uniform pellet size distribution. It is impossible to overestimate the significance of pellet size homogeneity because it has a direct impact on drug release kinetics and, in turn, the medication's therapeutic efficacy.
Blend Homogeneity: Achieving blend homogeneity is a crucial issue in the Multiple Unit Pellet System (MUPS) tablet compression industry, which has a big impact on the final pharmaceutical product's quality and effectiveness. A wide range of components, such as different excipients and active pharmaceutical ingredients (APIs), are commonly included in MUPS formulations. To ensure consistent drug content in each pellet, it is crucial to ensure that these components are distributed uniformly throughout the blend. Failure to achieve homogeneity can have serious repercussions for the medication's overall quality.
Compression Force Optimisation: Achieving the ideal compression force in the field of Multiple Unit Pellet System (MUPS) tablet compression is crucial and has a direct effect on the integrity and quality of the finished pharmaceutical product. The cohesiveness of pellets into a single, cohesive unit is ensured by the compression force, which is crucial to the production of tablets. Striking the appropriate balance is tricky, since excessive force can lead to pellet breakage, while insufficient power may result in tablet friability and inadequate binding.
Coating Challenges: In the Multiple Unit Pellet System (MUPS) tablet compression process, coating the pellets is an essential phase that controls drug release and improves the pharmaceutical product's overall durability. Achieving a consistent and long-lasting coating, however, presents significant production process hurdles. Problems like uneven coating distribution, excessive coating, or undercoating can have a big effect on the finished tablet's quality and function.
Tooling Considerations: When it comes to Multiple Unit Pellet System (MUPS) tablet compression, choosing the right tooling is crucial since it has a big impact on the final pharmaceutical product's quality, consistency, and physical characteristics. The material and design of the dies and punches are crucial in forming the tablets, and bad tooling decisions can result in a number of tablet flaws, such as sticking, lamination, or capping. (10)
Manufacturing Technologies for Pellets:
Extrusion-spheronization: The most common method for producing pharmaceutical pellets is extrusion spheronization, a three-step procedure that was first used in the late 1960s and produces spherical granulates with a diameter of around 1 mm. The preferred technique is now wet mass extrusion spheronization, also known as cold-mass extrusion spheronization. when having uniformly sized, uniformly shaped, dense, spherical pellets is desired. The following actions are involved:
Dry Mixing: Using a twin shell blender, planetary mixer, high speed mixer, or tumbler mixer, ingredients are dry mixed to create a uniform powder dispersion.
Wet Massing: Using standard tools and procedures used in wet granulation for compaction, wet massing creates a suitable plastic mass for extrusion. Sigma blade mixers, high shear mixers, Hobart mixers, and planetary mixers are the most often used granulators. The fluid phase's evaporation is a significant issue with high shear mixers since they add a lot of energy to the wet mass, which is partially converted to heat and causes the granulation liquid to evaporate, altering the wet mass's extrusion behaviour. This issue might be avoided if the granulation bowl is cooled.
Extrusion: The third phase in the process, extrusion, turns the moist material into rod-shaped particles with a consistent diameter. After being pushed through dies, the moist substance is formed into tiny, uniformly sized cylindrical particles. This process of forming the wet mixture into lengthy rods is known as "extrudate." Under their own weight, the extrudate particles shatter at comparable lengths. Therefore, during the spheronization process, the extrudate must be sufficiently plastic to deform without adhering to other particles when rolled. Three categories are used to classify extruders: An axial or end plate, dome, and radial screw feed extruder is a device that feeds wet mass to an axial or radial extrusion screen using one or two twin screws. The screen is positioned at the screw's end in the axial type and it is positioned around the screw in the radial type allowing the extrudate to discharge perpendicular to the screw's axis. The design of the two counter-rotating cylinders is the primary difference between rotary cylinder and rotary gear extruders, which are also known as gravity feed extruders (cylinder roll or gear roll). One of the two counter-rotating cylinders in the rotary cylinder extruder—the other is solid and serves as a pressure roller—is hollow and perforated. Both hollow counter-rotating gear cylinders in the rotary gear extruders have counter-board holes. The first kind of extruders are likely piston feed extruders (rams), in which a piston pushes and pushes the material through a die at the end. Because they can also be utilised to assess the formulations' rheological characteristics, ram extruders are preferred during the development stage.
Spheronization: Initially, Nakahara presented the spheronization technology in 1964. The extrudate is broken up into smaller cylinders with a length equal to their diameter in Spheronizer, also called a merumerizer, which is made up of a static cylinder and a revolving friction plate. Frictional forces cause these plastic cylinders to round. Depending on the shape, there are various phases in the spheronization process. The most crucial part of the apparatus is the friction plate, a revolving disc with a distinctively grooved surface to boost the frictional forces. Typically, two geometric motifs are employed. It features a radial pattern with grooves radiating outward from the disc's centre, as well as a crosshatched pattern with grooves running at right angles to one another. The friction plate rotates between 100 and 2000 revolutions per minute. The process of spheronization entails the transformation of rods into spheres, which can happen in different stages and typically takes five to thirty minutes as long as the mass isn't too dry, at which point the rods will only change into dumbbells.
Drying: To reach the appropriate moisture content, a drying stage is necessary. Another crucial factor is drying rate; a higher drying rate produced more porous pellets because it reduced pellet densification during the drying process. Drying options for the pellets include room temperature high temperature or fluidised bed dryer. In the last stage of pellet manufacture, Bataille et al., 1993 31 described using a microwave oven to evaporate the slurry of the extruded mass during the drying process. The use of a freeze dryer to preserve the viability of living bacterial spores was documented by Huyghebaert et al., 2005 . A higher initial rate of breakdown and stronger pellets with altered surfaces could result from solute migration during the drying of the wet mass, which could also lessen the adherence of any further film coats.
Screening: Sieves are used for screening, which may be required to obtain the appropriate size distribution. In the case of extrusion-spheronization-prepared pellets, screening is basically necessary after production to avoid pellets with a high size polydispersity index. (2)
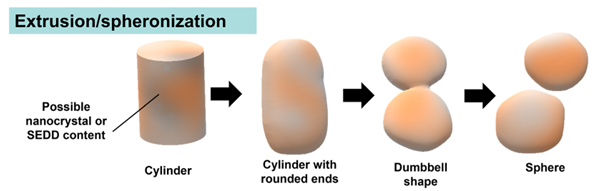
Fig 2: Layering Techniques (solution/suspension layering, powder layering)
Layering Techniques (solution/suspension layering, powder layering).
Layering of Drugs On nuclei, which could be inert beginning seeds or crystals or granules of the same substance, it involves depositing consecutive layers of pharmacological entities from solution, suspension, or dry powder. Drug particles dissolve or are suspended in the binding liquid during solution/suspension stacking. When using powder medication stacking, inert seeds are first sprayed with a binder solution, and then powder is added.
Powder Layering: Liquid saturation is low in powder stacking, and total dissolution does not happen regardless of how soluble the medicine is in the binding liquid. Usually, the nuclei are sprayed with a binder solution first, and then powder is added. Using capillary forces created in the liquid phase, the majority of nuclei tumble in the revolving disc pan, pick up powder particles, and create layers of tiny particles that stick to the nuclei and each other. Until the required particle sizes are reached, more powder is layered on the nuclei as more bonding and liquid are sprayed. Drying causes the binder and other dissolved material to crystallise out, partially replacing the liquid bridges with solid ones.

Figure 3: Schematic illustration of dry powder layering of starter core and polymer coating (13)
Solution and Suspension Layering: The idea behind the layering process of suspension and solution: On beginning seeds, which could be inert materials, crystals, or granules of the same drug, successive layers of drug ingredient solutions or suspensions are deposited. This process is known as solution and suspension layering. Theoretically, solution or suspension layering is directly impacted by the same elements that govern coating processes. All of the formulation's ingredients dissolve or suspend in the application medium during solution or suspension layering, which establishes the liquid's viscosity and solids content. If the drying conditions and fluid dynamics are right, the droplets of the solution or suspension that are sprayed over the product bed will strike the beginning seeds or cores and disperse uniformly across the surface. The drying step that follows enables the dissolved components to crystallise and create solid bridges between the pharmacological substance's core and first layer as well as between its subsequent layers. The procedure keeps going until the targeted drug layers and, consequently, pellet potency are reached. The gradual addition of the dissolved or suspended medication results in a relatively modest rate of particle development. Even though the particle population stays constant during this process, the pellets' sizes grow over time, increasing the system's overall mass. The solution or suspension layering principle is illustrated in Figure 3.(12)
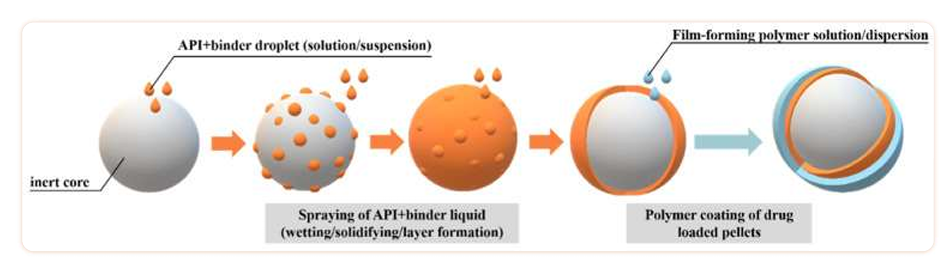
Figure 4: Schematic illustration of drug layering process of the active substance from solution / suspension and polymer coating (13)
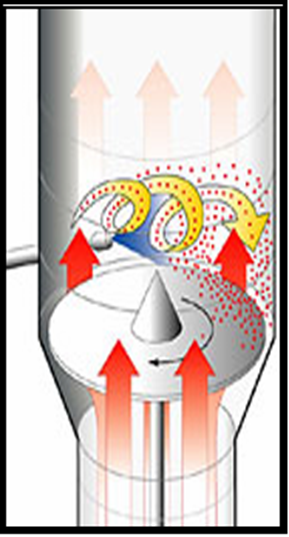
Spray Pelletization: Techniques for spray pelletization that create pellets by forming spray droplets include spray drying, spray congealing, and cryopelletization. Drugs in suspension or solution form are atomised into a stream of hot air, either with or without excipients, for the purpose of spray drying. Once the solvent has evaporated, spherical microparticles are created. Because spray drying only exposes the product to heat for a very brief period of time—between 5 and 100 seconds during commercial production—it is helpful for processing heat-sensitive materials. It has been used to encapsulate a range of substances that are susceptible to oxidation and heat, such as polyunsaturated fatty acids and volatile oils and flavours and oxidation-and heat-sensitive polyunsaturated fatty acids . The procedure of spray congealing, on the other hand, involves spraying a cooled air chamber with pharmacological compounds in a molten mass to turn them into spherical microparticles. A standard spray dryer with cool intake air can be used for this. Excipients with high melting temperatures above room temperature, such as gums, waxes, and fatty acids, are frequently utilised as matrix materials and can be utilised to create controlled release microparticles Spray congealing is most commonly used to modify medication release processes. Careful adjustments to the drug's physical characteristics, such as particle size and crystallinity, can vary the rate of drug release .the selection of suitable matrix materials . A review by Atilla and Suheyla contained information on the application of spray congealing as well as instrumentation, process, and formulation variables. The chapter on "Cooling Processes and Congealing" has more information. Except for using liquid nitrogen as the cooling medium, cryopelletization is quite similar to spray congealing. A solution or suspension's droplets are exposed to liquid nitrogen at a temperature of roughly -160°C. Rapid heat transfer from the droplets to the liquid nitrogen causes the droplets to instantly cool or freeze into spherical microparticles or micropellets. In a traditional freeze-dryer, the resulting microparticles—which typically have a high solid content—are lyophilised or dried. Knoch has reported a thorough explanation of the apparatus and procedure (14)
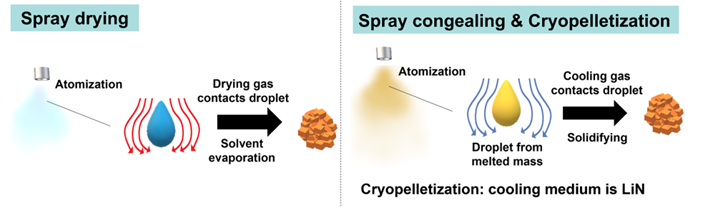
Figure 5: Schematic illustration of drug layering process of the active substance from spray drying , spray congealing & cryopelletization (11)
Other less common techniques:
Hot-Melt Extrusion technology (HME): It involves forcing raw materials through a die at a high temperature using a revolving screw to create a uniformly shaped result. When suspended particles in the molten polymer are mixed and agitated by a rotating screw, the particles de-aggregate and the dispersion becomes more uniform.
Freeze palletisation: This method introduces a molten-solid carrier or matrix as droplets into an inert liquid column where the molten solid is immiscible. The molten solid hardens into spherical pellets after moving as droplets in the liquid column.. The density of the molten solid droplets relative to the liquid in the column determines whether they migrate upward or downward in the liquid column. The molten-solid carrier/matrix will introduce droplets from the top of the column and solidify pellets in the bottom if its density is lower than that of the liquid in the column. In contrast, droplets enter the column from the bottom and pellets solidify at the top if the density of the molten solid carrier or matrix is lower than that of the liquid in the column. (12)
Fluid-bed coating (Top-Spray, Bottom-Spray, Tangential-Spray): All fluid bed systems can benefit from spray coating, whether they are operated in batch or continuously or if the film is deposited using a hot melt, suspension, or sprayed solution. The parameters for this processing option must be selected to prevent agglomeration, or liquid bridges between the air-suspended particles. When a solution or suspension is sprayed, the liquid just acts as a medium for transferring the coating substance to the substrate's surface. For hot melt coating, the droplets need to be sufficiently tiny to avoid solid bridge formation. In the coating zone, the statistical residence duration of the particles has a significant impact on the coating quality. Only top-spray coating can be applied on a traditional fluid bed machine. It is also possible to host bottom-spray or tangential-spray coating inserts using the appropriate technological specifications.
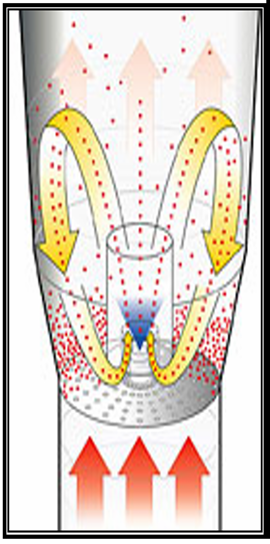
Bottom Spray Coating Process / Wurster Process:
Bottom-spray (Wurster) is the most widely used fluid-bed coating method in the pharmaceutical sector . This technique, which was established by Dr. Dale Wurster in the late 1950s, is widely known for its exceptional coating efficiency and homogeneity. When the drug dose is in the low to medium range, this method works well for drug stacking and is recommended for applying modified-release coating to a wide spectrum of multiparticulate .
Below are the components of a bottom spray coater:
A partition and an air distribution plate work together to coordinate the fluidisation of particles across the coating zone, which is one of the special characteristics of bottom-spraying. The nozzle is centred in the coating zone at the bottom of the product container. High coating uniformity and efficiency are facilitated by the proximity of the coating components and particles during the spraying process, which also reduces spray-drying (fig.6).
Top - Spraying:
It is the most well-known wet granulation method and has been applied for over 30 years in a variety of sectors. When applying a taste-masking coating and granulating a medicine or drugs in combination with an excipient, this method is recommended. Furthermore, it is appropriate for hot melt coating applications. In addition to minimising agglomeration, the extended expansion chamber enables the particles to decelerate in a high velocity fluidised air stream for a significantly longer period. The nozzle is angled to produce a consistent spray without spray drying.
Below are the components of a top-spray coater:
Tangential Spray:
Modified-release film coating can be applied to a variety of multiparticulate items using the Tangential Spray Coating Process. Medication stacking works best when the dose is moderate to high. Additionally, it can be used as a spheronizing procedure to create spheres. The physical principles of this processing method are quite similar to those of bottom-spray coating (Fig. 6), with the exception that a motor-driven rotor disc provides the motion for manufacturing.
Otherwise, the same characteristics are used to produce quality:

A B C
Figure 6: A Principle of Bottom Spray Batch Fluid Coating
B Principle of Top Spray Batch Fluid Coating.
C Principle of Tangential Spray Batch Fluid Coating. (6)
Table 1: Choice Of FBP Used in Different Processing Techniques (16)
|
APPLICATION |
EQUIPMENT |
|
Drying |
|
|
Spray granulation/drying |
|
|
Pelletizing Solution/suspension layering Dry powder layering Direct pelletization |
Top spray, bottom/Wurster, Rotor Rotor |
|
Coating (fine particles/pellets) Organic solvent Water based Hot melt |
Top spray, bottom/Wurster, rotor Top spray, bottom/Wurster, rotor Top spray, bottom/Wurster, rotor |
Mechanisms of drug from MUPS:
Diffusion-controlled release: Diffusion-controlled release can be achieved using two distinct techniques: reservoir devices (membrane-controlled devices) and monolithic devices. Diffusion-based drug release is found in monothilic devices, where drug products have a tendency to scatter in a matrix. The diffusion might occur through a porous ceramic (or polymer) matrix or through molecular-level transitions between polymer chains. Unlike the devices mentioned above, a reservoir device is one where the medicine is either enclosed in a polymer film or available as a core. Using a membrane filter, the drug or solvent passes through the sidewalls in this manner. The membrane filter, drug permeability, solvent, and device shape all affect how quickly molecules diffuse in this apparatus. Fick's second law describes the release characteristics of the reservoir in both devices for proper boundary conditions, where drug flow is based mechanistically on solvent diffusion.
Dissolution-Controlled Release: Devices based on osmotically controlled DDS (CDDS) are thought to be the most reliable CDDS, particularly for oral medication delivery. Osmotic pressure can be employed as a driving force to provide a regulated check on drug release. These systems typically include drugs, excipients, and osmotic agents such semipermeable membranes.
Osmotically Controlled Release: These kinds of medications that are encapsulated within the particle can be delivered by erosion in some situations where coatings are made expressly to wear away gradually over time. (17).
6 Dosage forms and delivery routes
The therapeutically needed dose is typically packed in many particles, therefore the particles are rarely utilised alone. Numerous factors determine the ultimate dosage form type. In order to guarantee patient compliance in modern medicine, formulators must consider not only the various physicochemical and pharmacological aspects of the active drug or substances, but also the individual's attributes (e.g., age, gender) utilising the dosage form. Some administration routes and final dosage formulations are shown in the ensuing subsections,
6.1 Oral Administration: Because of its great patient acceptance, oral administration continues to be one of the most widely used administration methods. The most widely utilised subunits for oral medication delivery are pellets, granules, and mini tablets, as previously mentioned. In dose forms such as sachets, straws, capsules, pills, and suspensions, accumulations may be detected. Although the particles are frequently used in the creation of modified release dosage forms, they can also be components of traditional (immediate release, IR) drug delivery systems. (18). The MR particles can shield active components (like proteins or peptides) that are sensitive to the environment of specific gastrointestinal tract sections (like the stomach) when taken orally. The same or different microparticles may be used to formulate the drug delivery systems. The ideal modified drug release profile (pulsatile, extended) for the entire system may be formed by differences as simple as variations in the film coating layer thickness; particles with different film coating thicknesses may exhibit different release profiles. The so-called fixed-dose combinations (FDCs) are created when the dosage form contains two or more active components instead of only one. Refer to the chapter's Section 3.4.1 for additional details about FDC medications. ( 19 20).
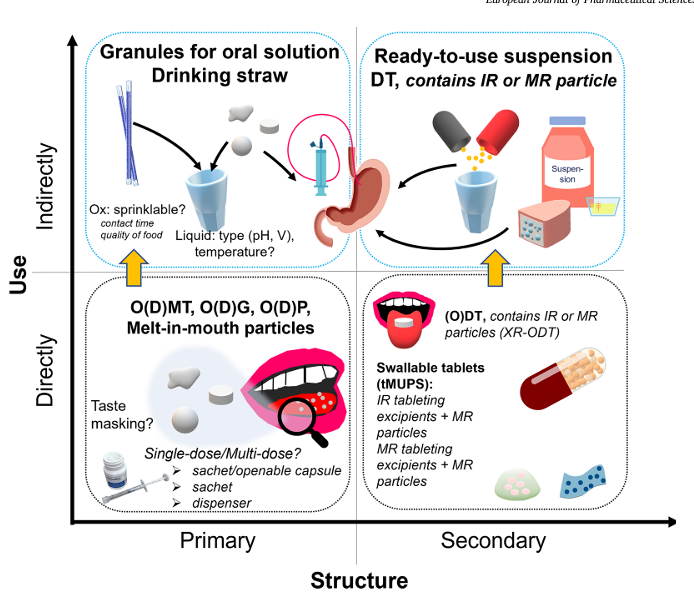
Figure 7; Classification of oral multiarticulate according to the structure and use (G: granules; p: pellet, DT: Dispersible tablet; MT: mini - tablet; IR: immediate release; MR: modified release; XR: extended release. (11)
Characterization and Quality Control of MUPS:
Particle size and shape analysis: In order to compute the particle size distribution, the particle sizes of the generated pellets must be measured using an optical microscope equipped with an ocular and a stage micrometre. It is possible to utilise the 45x resolution "Wesmox model." A set of US standard sieves with varying mesh sizes (known as different sieve numbers, such as 14, 16, 18, 22, and 44) and a pellet weighing 10 g can also be used to do the particle size distribution research using the "Sieve Analysis" approach. Particle size distribution is calculated using the total net weight of pellets maintained on each sieve after the sieve set has been mechanically agitated for ten minutes. (21)
Micrometric Properties
Angle of repose: Angle of repose is defined as the maximum angle possible between the surface of the pile of powder and the horizontal plane. The angle of repose is designated by θ. It can be determined by the funnel method. The powder blend was passed through a funnel so that they form a pile. The height (h) of the pile and the radius of the pile (r) were measured and the angle of repose was calculated using the following formula
where:
θ = Angle of repose
h = height of pile
r = radius of pile
Bulk Density and Tapped Density: An accurately weighed quantity of the powder (W) was carefully poured into the graduated cylinder, and the volume (V0) was measured. Then the graduated cylinder was closed with a lid and set into the density determination apparatus (bulk density apparatus). The density apparatus was set for 100 taps and after that, the volume (Vf) was measured, and the operation was continued till the two consecutive readings were equal. The bulk density and tapped density were calculated using the following formulas
Where,
W = Weight of powder,
V0= Initial volume of powder,
Vf = Final volume of powder
Compressibility Index: The term compressibility is the ability to reduce the volume under pressure. The compressibility index of the powder was determined by the Carr’s compressibility index. It is used as an indication of the flowability of a powder. A compressibility index greater than 25 is an indication of poor flowability and below 15 indicates good flowability.
Determination of Hausner’s ratio: The hausner’s ratio is a number that is correlated to the flowability of a powder or granular material. The ideal range should be 1.2 -1.5. Hausner’s ratio was determined by the ratio of tapped density and bulk density.
Friability (F): Pellets that are known to have a particle size between 1000 and 1410 μm (WO) are used in a device known as a "Roche friabilator" to evaluate their friability. The simplest method involves keeping the speed at 25 rpm for four minutes. Following the necessary amount of time, the pellets are sterilely removed from the apparatus and subjected to additional testing to determine their final weight or weight after 100 rotations, or 4 minutes (W) of time. The friability was determined using the following equation:
Friability% = [1–W/W0] × 100
Where, WO is the initial weight and
W is the weight after 100 rotations.
The produced pellets are subjected to the friability test to verify their mechanical strength's capacity to tolerate the property; a lower friability value denotes spheroids with good mechanical strength. Pellet sphericity test: An image analysis method is used to determine the spheroidal form and particle size. Digital camera photomicrographs can be obtained, and software (Digimizer, USA) is used to further analyse the resulting pellet pictures. Thus, the aspect ratio (AR) and two-dimensional form factor (eR) can be used to characterise each individual particle. The following is the formula for pellet sphericity:
eR = 2πr/Pm-(b/l) 2.
where the pellet's radius is denoted by "r," its perimeter by "Pm," its length by "l," and its breadth by "b." (22)
FTIR studies : FTIR, or Fourier transform infrared spectroscopy, is a technique used to analyse pure drugs and pellet grains using an FTIR spectrometer and the KBr pellet procedure. Spectra are obtained after the medication and KBr are combined. The FTIR spectra of medication formulations and pure drugs are contrasted. The device known as the FTIR 8400-S, Shimadzu, Japan model, can be used to examine peak shifting or disappearance in any of the spectra.(23)
Evaluation of pellets:
Percentage yield : Determining the percentage yield is done to determine whether the preparation method selected for pellet creation is effective or not, as well as to assess the significance of the procedure in terms of safety and efficacy with less work and more benefit. Therefore, during the pelletization process, the primary factors influencing the pellets' yield are the quantity of polymers, binding agents, anti-frictional agents, active medicinal ingredients, starch paste, and other process parameters.
The following is the formula used to determine a pellet's yield percentage:
% yield= weight of pellets/Weight of drug + weight of polymers×100 (21)
Drug content and uniformity: The produced pellets are crushed into powder form and the drug content of the pellets is measured using a UV/visible spectrophotometer. Additionally, the finely crushed pellet sample equal to 100 mg of DPP is transferred to a 100 ml volumetric flask that has been diluted with 100 ml of solvent specific to the pellet particles. The absorbance value is recorded at an appropriate wavelength, where the background scan must be completed first before the sample is placed and the drug content in the pellet is ascertained using a calibration curve. (23).
Surface morphology (SEM): The surface morphology of produced pellets and their cross-sectional pattern can be examined using the scanning electron microscopy technique. Using a non-contracting laser profile meter, some researchers were able to analyse the pellet's surface roughness. Additionally, the surface microstructure of spheroidal particles can be identified with an optical microscope. (23)
In vitro drug release studies: Using the IP or USP model, in vitro dissolution experiments are conducted using either paddle-type or basket-type equipment. The USP model states that type 1 is a basket and type 2 is a paddle, while the IP model states that type 1 is a paddle and type 2 is a basket apparatus. The dissolution medium is 900 millilitres of a formulation-appropriate solution. Throughout the experiment, the temperature must be kept at 37 °C±0.5 °C, and the paddles or basket are run at a specific rpm depending on the drug. Depending on the type of drug delivery pattern, dissolution samples should be removed from the apparatus at regular intervals of time, ranging from minutes to hours to 24 hours. In the meantime, an equal volume of dissolution medium should be replaced to maintain the volume throughout the experiment and ensure a constant sink condition. The extracted samples are then diluted using the same dissolution media at different intervals, and the amount of medication released is assessed using a "UV-Spectrophotometer" set to the appropriate wavelength based on the drug used [24].
Water content: Information about how water absorption or hydration affects pharmaceutical goods can be used to support acceptance criteria. In many situations, a loss during the drying process might be deemed enough; nevertheless, Figure 4 illustrates an identification technique unique to water, such as Karl Fisher titration.

Figure 8: Karl Fisher titration
Many adjuvants and active pharmaceutical ingredients (APIs) are water or bonded in hydrate, an adsorbed form of surface water. The amount of water in medications has a significant impact on their quality, durability, and shelf life in addition to the release of active ingredients. As a result, a crucial premise in pharmaceutical analysis is water determination. Karl Fisher titration is by far the most significant technique for figuring out a drug's water content. Samples that are difficult to dissolve or react with the KF reagent, or that simply release their water at high temperatures, can be used with the Karl Fisher oven method. The preparation of the sample is quite simple. (25).
CONCLUSION
The MDDS market is expanding at an astonishing rate in the current era. Oral dosage forms made up of numerous small, distinct units, each displaying specific desired properties, comprise multi-unit particulate drug delivery systems. The dosage of the medicinal compounds is distributed throughout several subunits in these systems, which usually comprise of thousands of spherical particles with a diameter of 0.05 to 2.00 mm. Multiparticulate drug delivery systems offer a number of benefits, such as increased microparticulate dosage form flexibility and adaptability, which provides physicians and product developers with potent new instruments to maximise therapy. The pelletization method produces more spherical pellets and has other advantages over the granulation procedure. In the development of various modified-release solid oral dosage forms, pelletization now offers an effective route for new drug delivery. Direct pelletization, extrudate pelletization, layer pelletization, and spray pelletization are the four categories into which this review divides pelletization procedures. Both formulation designs and equipment are crucial for any pelletization process. The challenges of compressing MUPS tablets—from achieving a uniform distribution of pellet sizes to addressing coating and machining issues—highlight the need for a comprehensive and well-coordinated approach. This system's increased popularity can be attributed to its portability, enhanced patient compliance, ease of administration, and versatility in terms of manufacturing as tablets, capsules, or simply single-dose packets. Both buccal and oral approaches can be used to apply them.
REFERENCES


Tushar Tonge*, Shilpa Borkar, Jagdish Baheti, A Review on Multiple Unit Pellet System (MUPS) Delivery Systems, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 5, 4474-4490. https://doi.org/10.5281/zenodo.15533086
 10.5281/zenodo.15533086
10.5281/zenodo.15533086
