Vidyabharti college of pharmacy, Amravati, Maharashtra, India
Personalized medicine has emerged as a transformative healthcare approach aimed at overcoming the limitations of the traditional “one-size-fits-all” therapeutic model, in which patients receive uniform drug doses despite significant inter-individual variability in treatment response. Three-dimensional (3D) printing technology has introduced a paradigm shift in pharmaceutical manufacturing by enabling the fabrication of patient-specific dosage forms with precise control over drug dose, geometry, and release characteristics. This review provides a comprehensive overview of the role of 3D printing in advancing personalized medicine and modern drug delivery systems. Various pharmaceutical 3D printing techniques, including inkjet printing, fused deposition modeling, binder jetting, selective laser sintering, stereolithography, and semi-solid extrusion, are discussed along with their working principles and pharmaceutical applications. The review highlights the development of innovative dosage forms such as immediate-release and sustained-release tablets, polypills, microneedles, and orodispersible films, demonstrating the capability of additive manufacturing to produce complex and customizable drug products. Key materials and excipients used in 3D printing are also summarized, emphasizing their influence on printability and drug performance. Furthermore, current challenges related to material limitations, process optimization, safety considerations, regulatory uncertainty, and quality control are critically analyzed. Emerging trends, including artificial intelligence integration, 4D printing, smart drug delivery systems, and point-of-care manufacturing, are explored as future directions of this technology. Overall, 3D printing represents a promising platform for achieving patient-centered therapy, improving medication adherence, and reshaping pharmaceutical manufacturing toward flexible, on-demand production.
The prevailing approach in medical treatment has traditionally followed a “one size fits all” paradigm, in which most patients are prescribed the same medications at identical doses and dosing frequencies[1]. However, growing evidence has shown that this approach is not universally effective. When the same active pharmaceutical ingredient is administered at the same dose to different individuals, the therapeutic response can vary significantly. In some cases, the response may be excessive and associated with adverse drug reactions (ADRs), while in others it may be insufficient or entirely ineffective. Both outcomes can result in additional complications for patients[2]. These limitations have driven the development of personalized medicine, an approach in which therapies are tailored to individual patients or to subgroups of patients with similar genetic, physiological, or pathological characteristics[3]. According to the Research and Innovation Unit of the European Commission, personalized medicines aim to overcome the shortcomings of conventional therapies, which often fail to benefit a substantial proportion of patients, while also addressing rising healthcare costs linked to the increasing prevalence of chronic diseases and an ageing population. In this context, personalized medicine enables customized prevention and treatment strategies for individuals or patient groups, optimizing therapeutic outcomes and minimizing expenditure on trial-and-error treatment approaches[4].
The advent of three-dimensional (3D) printing technology represents a transformative shift in pharmaceutical manufacturing, moving from traditional production techniques toward additive manufacturing processes. This technological evolution is having a profound impact on the pharmaceutical sector[5]. Three-dimensional pharmaceutical printing is a key innovation in the field of personalized medicine, as it employs layer-by-layer deposition of pharmaceutical materials to fabricate customized dosage forms with specific geometries, accurate drug doses, and tailored combinations of active ingredients[6]. This advanced manufacturing approach not only accelerates drug development but also fosters innovation in dosage form design, enabling the production of complex formulations that were previously difficult or impossible to manufacture using conventional methods[7]. The integration of 3D printing into healthcare environments has the potential to transform clinical pharmacy practice by enabling more flexible and patient-centric drug manufacturing[8]. Additionally, this technology may improve medication adherence, overcome logistical challenges, and offer long-term cost benefits. For example, on-demand drug production could decrease dependence on large-scale manufacturing and storage, thereby contributing to reductions in overall healthcare expenditure[9].
This review focuses on innovative pharmaceutical dosage forms made possible through 3D printing, highlighting the growing importance of this technology in shaping the future of pharmaceutical innovation. It provides an overview of current specifications, regulatory requirements, and manufacturing processes involved in the production of customized 3D-printed dosage forms, while identifying key challenges and opportunities within the field. Furthermore, the potential environmental benefits of 3D printing, including the reduction of waste associated with unused or expired medications, are discussed. Finally, the review presents future perspectives and directions, emphasizing the long-term implications of 3D printing for the pharmaceutical industry, healthcare delivery systems, and patient outcomes[10,11].
BASIC PROCEDURE OF 3D PRINTING :
Several 3D printing techniques are available, including 3D inkjet printing, 3D powder bed printing, selective laser sintering (SLS), and fused deposition modelling (FDM). Despite differences in the printing technologies, the fundamental workflow remains the same, as illustrated in Figure 1. Initially, the product is designed using computer-aided design (CAD) software and subsequently converted into a file format compatible with 3D printers, most commonly the STL format. The selected materials are then prepared to facilitate the printing process. During printing, the raw materials are deposited or fused layer by layer to obtain the desired three-dimensional structure. After completion, the printed product is removed, and certain formulations may require post-processing steps such as drying or polishing. Unused materials can be collected and recycled for future printing cycles. Compared with conventional manufacturing methods, 3D printing offers significant advantages, particularly in enabling flexible dosing and the fabrication of complex geometries[12,13]
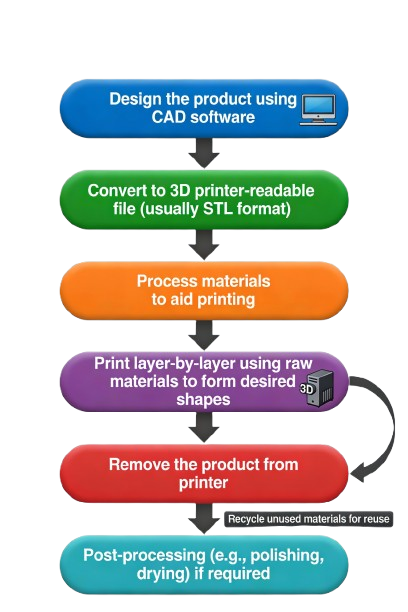
Figure 1: Basic Procedure of 3D Printing
Advantages of 3D Printing:
Disadvantages of 3D Printing:
3D PRINTING TECHNIQUES USED IN PHARMACEUTICAL MANUFACTURING:
Pioneering research on the application of 3D printing technology in the pharmaceutical field has highlighted its substantial potential for the fabrication of diverse medicinal products. These studies have demonstrated that 3D printing can be used to develop rapidly dissolving orodispersible formulations, controlled-release systems, gastroretentive tablets, suppositories, minitablets, medical devices, as well as adaptable multi-drug combinations. Collectively, these findings emphasize the promising role of 3D printing as a transformative tool in the future of pharmaceutical development [14,15].
Generally, inkjet printing refers to systems that employ pattern-generating devices to digitally manage and deposit tiny liquid droplets onto a substrate. In pharmaceutical applications, suitable blends of active drugs and compatible excipients—collectively termed "ink"—are precisely placed as minute droplets in a layer-by-layer manner onto an appropriate substrate. The primary inkjet printing methods include continuous inkjet (CIJ) and Drop-on-Demand (DoD) systems[16].
As its name indicates, continuous inkjet printing involves the constant ejection of a stream of liquid droplets onto a substrate, including droplets that are not required for printing. In this process, pressure waves are introduced into the ink stream, causing it to break into uniformly sized droplets through nozzle vibrations, which are then expelled from the nozzle. The continuous droplet ejection results in considerable ink wastage. However, this technology offers advantages such as rapid and continuous droplet generation, reducing the likelihood of nozzle clogging. Despite these benefits, continuous inkjet printing is associated with limitations, including low printing resolution and high maintenance costs[16].
In drop-on-demand inkjet printing, liquid droplets are expelled from the printhead only in response to a trigger signal and solely when required, after which they are deposited onto a substrate. These printers generally comprise multiple nozzles, typically ranging from 100 to 1000, although certain specialized printheads may contain a single nozzle. Unlike continuous inkjet systems, where droplet ejection is driven by external pressure, drop-on-demand printers generate the kinetic energy required for droplet formation from sources located within or near each nozzle inside the printhead [17]. This printing approach is relatively simple, cost-effective, and capable of high precision. It enables the deposition of small droplets with controllable sizes and accurate placement while significantly reducing drug wastage. Consequently, drop-on-demand inkjet printing is often preferred over continuous inkjet printing for pharmaceutical applications[18,19].
Drop-on-demand inkjet printers can be further categorized based on the printhead mechanism into thermal inkjet and piezoelectric inkjet systems. Additionally, depending on the nature of the substrate onto which droplets are deposited, these printers may be classified as drop-on-drop or drop-on-solid systems[20].
Thermal Inkjet Printer (TIJ):
In thermal inkjet printing, thermal energy serves as the triggering mechanism for droplet ejection from the nozzle. The printhead contains embedded resistors that are in direct contact with the ink; when an electric current is applied, these resistors rapidly generate heat. The resulting temperature increase leads to the formation of a vapor bubble within the volatile fluid, which expands and forces a small volume of ink out of the nozzle as a droplet. A major limitation of this approach is the requirement for high resistor temperatures, typically in the range of 200–300 °C, which may cause degradation of thermolabile active pharmaceutical ingredients[21].
Piezoelectric Inkjet Printer (PIJ):
This technique employs a piezoelectric element or actuator that undergoes a reversible change in shape upon the application of an electric voltage. The resulting deformation generates pressure within the printhead, causing the ink to be expelled through the nozzle. Once the voltage is removed, the piezoelectric element returns to its original shape, allowing the nozzle to refill with ink and prepare for subsequent droplet ejection. The key advantages of piezoelectric inkjet printing include operation at room temperature and compatibility with less volatile, more biocompatible fluids[22].
Pharmaceutical application of inkjet printer:
One of the primary pharmaceutical applications of inkjet printing is the fabrication of orodispersible film (ODF) formulations. These films may be designed as single-layer or multilayer systems and are composed of suitable film-forming materials onto which the drug is loaded. Upon placement in the oral cavity, the films rapidly disintegrate and release the drug to form a solution or suspension in saliva, without the need for chewing or water intake[23].
Inkjet printing technology has also been explored for transdermal drug delivery applications. In this approach, transdermal films were produced using piezoelectric inkjet (PIJ) printing, wherein ink formulations containing indomethacin dissolved in ethanol were deposited onto polyethylene films[24].
Furthermore, mucoadhesive buccal films have been successfully developed using thermal inkjet (TIJ) printing in combination with fused deposition modeling (FDM). In this method, ibuprofen-containing ink was printed onto hydroxypropyl methylcellulose (HPMC) films that were fabricated using FDM technology[25].
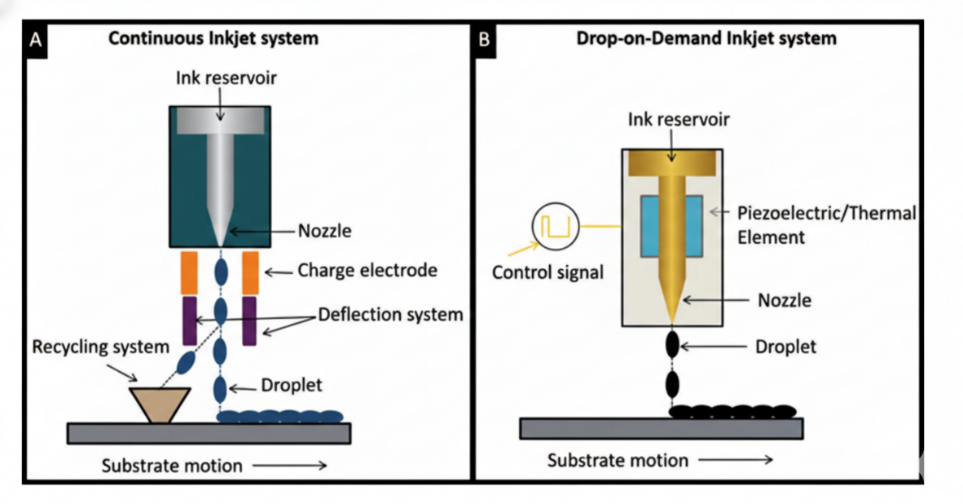
Figure 2: (a) Schematic Figure of a continuous inkjet printer (b) Schematic Figure of a Drop-on-Demand inkjet Printer
Fused deposition modeling (FDM), also known as fused filament fabrication, is one of the most widely utilized 3D printing techniques. In this method, thermoplastic polymeric filaments loaded with drug are first prepared and subsequently fed into the printer, where they are heated to a defined temperature, melted, and extruded through a nozzle. The printhead moves across a raster pattern, depositing the molten filament onto the build platform to form the initial layer of the object. The platform is then progressively lowered to allow the deposition of successive layers, which adhere to the previously printed layers as the material cools and solidifies. This layer-by-layer process is repeated until the final three-dimensional structure is completed . In most FDM printers, the printhead temperature can be precisely controlled, enabling the processing of a wide range of polymers and polymer blends[26].
Filaments used in FDM are commonly manufactured using the hot-melt extrusion (HME) technique, in which the drug is blended with polymers and other excipients. This process employs a motor-driven, screw-based extrusion system housed within a heated barrel, where the applied heat and pressure melt the formulation. Upon cooling, the extrudate solidifies to form filaments that serve as the feed material for FDM printing[27]. The extensive application of FDM in pharmaceutical manufacturing is largely due to its cost-effectiveness, high printing precision, reliable quality attributes, and seamless integration with HME technology[28].
Pharmaceutical application of Fused deposition modelling :
Fused deposition modeling has been employed to produce three-dimensional tablets containing the thermosensitive peptidomimetic drug enalapril maleate. In this study, the extent of drug degradation occurring during the printing process was evaluated, and strategies to reduce thermal degradation were investigated[29].
In another investigation, FDM technology was utilized to develop three-dimensional intragastric floating tablets of domperidone designed for sustained drug release[30].
Additionally, FDM-based 3D printing has been successfully applied to produce personalized, rapidly disintegrating captopril tablets, highlighting its potential as an effective approach for tailoring dosage forms to meet individual patient requirements[31].
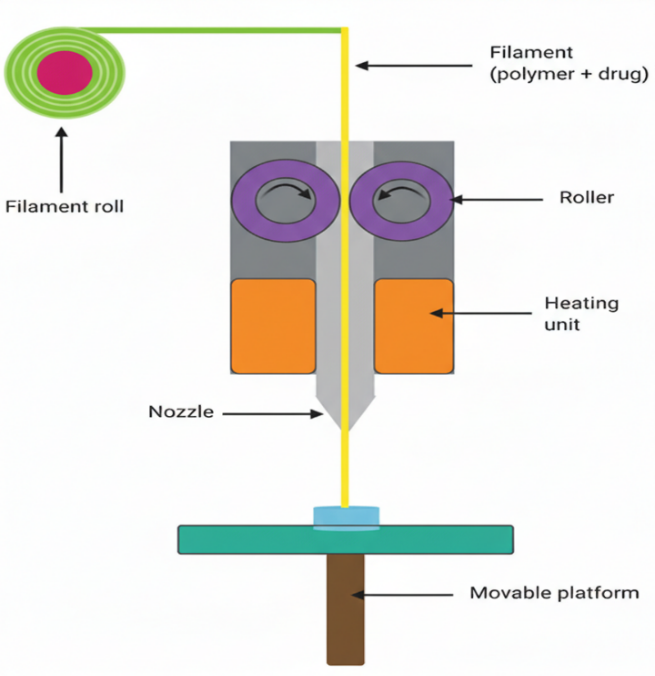
Figure 3: Schematic Figure of Fused deposition modelling
Binder jetting (BJ) is a versatile additive manufacturing technique in which three-dimensional objects are fabricated by selectively depositing a liquid binding agent, typically polymer-based, onto a powder bed in a layer-by-layer manner. The working principle resembles that of a conventional inkjet printer; however, instead of ink, a binder solution is used to join powder particles. After the completion of each printed layer, the build platform is lowered, a fresh layer of powder is spread, and the process is repeated until the final structure is formed. Following printing, the unbound powder is removed to expose the printed object. As the resulting parts are generally fragile, post-processing steps such as oven curing or infiltration with secondary materials are often required to enhance mechanical strength and functional performance[32].
Although binder jetting is capable of producing high-resolution structures with layer thicknesses as low as 50 µm, the achievable resolution is constrained by factors such as binder droplet size and powder particle granularity. In comparison with other additive manufacturing techniques, including stereolithography (SLA) and selective laser sintering (SLS), BJ-fabricated parts typically exhibit inferior surface smoothness and therefore require additional finishing processes. Furthermore, the dimensional accuracy and structural integrity of BJ-printed products are influenced by the powder spreading mechanism and binder penetration behavior, both of which can impact the final quality of the printed object[32,33].
Pharmaceutical application of Binder jetting
Extensive research has been conducted on the use of binder jetting technology for tablet fabrication. In this process, both the type and concentration of excipients employed play a critical role in determining the resulting tablet properties. Studies have shown that the use of highly water-soluble fillers, moistening agents with elevated water content, and binders exhibiting high solution viscosity can significantly improve tablet hardness and binding strength, while also prolonging disintegration time[34].
In a separate investigation highlighting hydroxypropyl cellulose as a promising binder, it was reported that tablet friability was strongly influenced by the particle size of the binder material[35].
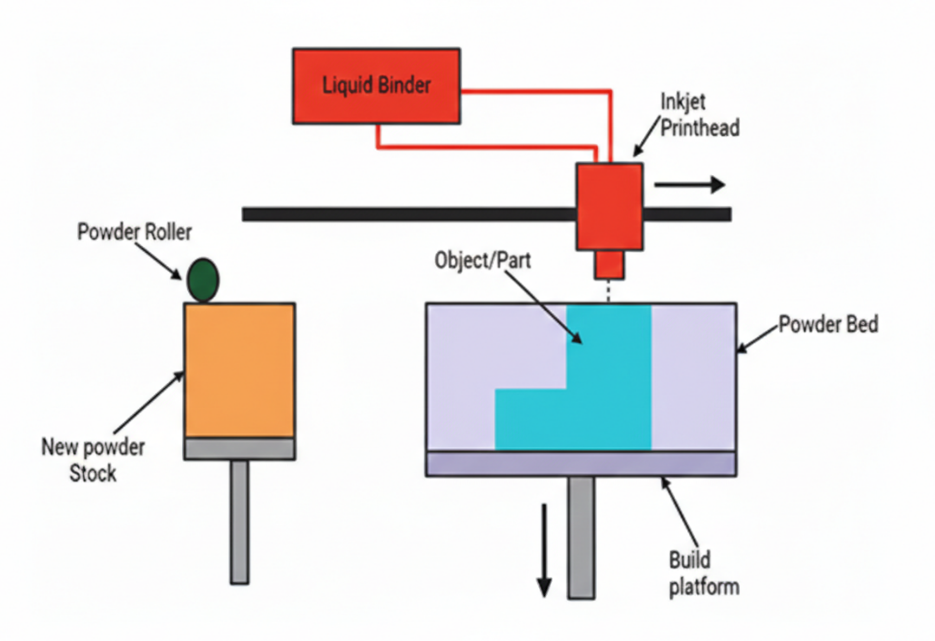
Figure 4: Schematic Figure of Binder jetting
Selective laser sintering (SLS) is an additive manufacturing technique that utilizes laser energy to heat and fuse powdered particles, which subsequently solidify to form a three-dimensional object. The primary components of an SLS system include a powder-spreading mechanism, a powder bed, and a laser unit. Initially, the spreading system distributes a uniform layer of powder across the build platform, with a roller blade used to level the surface. The laser beam, which scans in a two-dimensional plane, follows a predefined pattern based on the desired properties of the final product. During printing, the powder is heated to a temperature below its melting point, enabling particle fusion through laser-induced sintering. After each layer is formed, the powder bed is lowered by the thickness of one layer to align the laser with the newly created surface, while the surrounding loose powder provides structural support. This sequence of powder deposition and laser sintering is repeated layer by layer to fabricate the complete three-dimensional object. Upon completion, the printed part is allowed to cool within the printer and is then retrieved from the surrounding loose powder manually or using a sieve[36].
Selective laser sintering offers several advantages, including rapid, single-step production without the use of solvents. Additionally, the high precision of laser scanning enables the fabrication of objects with excellent resolution and dimensional accuracy[37].
Pharmaceutical Applications of SLS
In recent years, the fabrication of oral drug-loaded dosage forms using selective laser sintering has attracted considerable research interest. Three-dimensional printed tablets (printlets) containing paracetamol were successfully produced using polymers such as Kollicoat and Eudragit, with no observable drug degradation during the printing process[37].
Additionally, studies have explored the preparation of mini-printlets incorporating combinations of paracetamol and ibuprofen, allowing the design of customized and programmable drug release profiles[38].
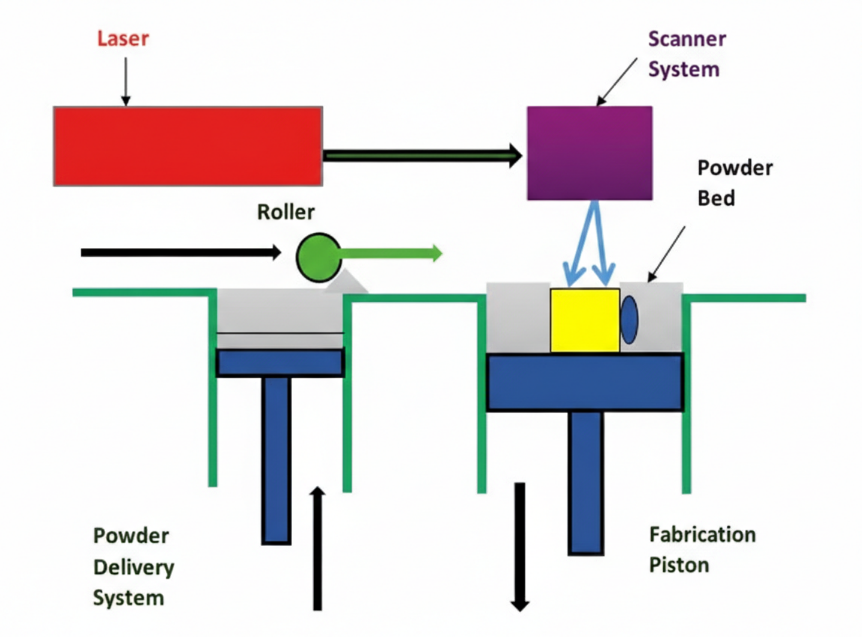
Figure 5: Schematic Figure of Selective Laser Sintering
Stereolithography (SLA) is an additive manufacturing technique that relies on the photopolymerization of liquid resin using ultraviolet (UV) light. The printer configuration may operate in either a bottom-up mode, where the UV light source is positioned beneath the resin vat and the build platform moves downward, or a top-down mode, in which the UV source is located above the vat and the platform moves upward. During printing, the laser traces the first layer of the design in the x–y plane using scanning mirrors, curing the resin upon exposure to light and causing it to adhere to the build platform. The platform is then displaced along the z-axis by a distance corresponding to the predefined layer thickness (downward in bottom-up systems and upward in top-down systems). Subsequently, a fresh layer of liquid resin is spread over the previously cured layer and selectively hardened. This sequence is repeated to construct the complete three-dimensional object (Fig. 5). Following printing, the object is typically washed with alcohol to remove uncured resin and may undergo additional post-curing in a UV oven to enhance mechanical strength[39].
Materials used in stereolithography must be photoreactive to enable photo-cross-linking. Key advantages of this technique include its high printing resolution and the absence of significant thermal stress during fabrication.
Pharmaceutical Application of the SLA
Stereolithography has also been successfully applied to the fabrication of hydrogel-based systems. Martinez and co-workers developed ibuprofen-loaded hydrogels composed of cross-linked polyethylene glycol diacrylate. Their study demonstrated that hydrogels capable of containing and retaining water could be printed by incorporating water into the resin formulation, allowing it to become entrapped within the polymeric matrix[40].
In addition, stereolithography has been utilized to manufacture various microneedle structures intended for transdermal drug delivery, which were subsequently coated with active pharmaceutical ingredients using inkjet printing techniques[41].
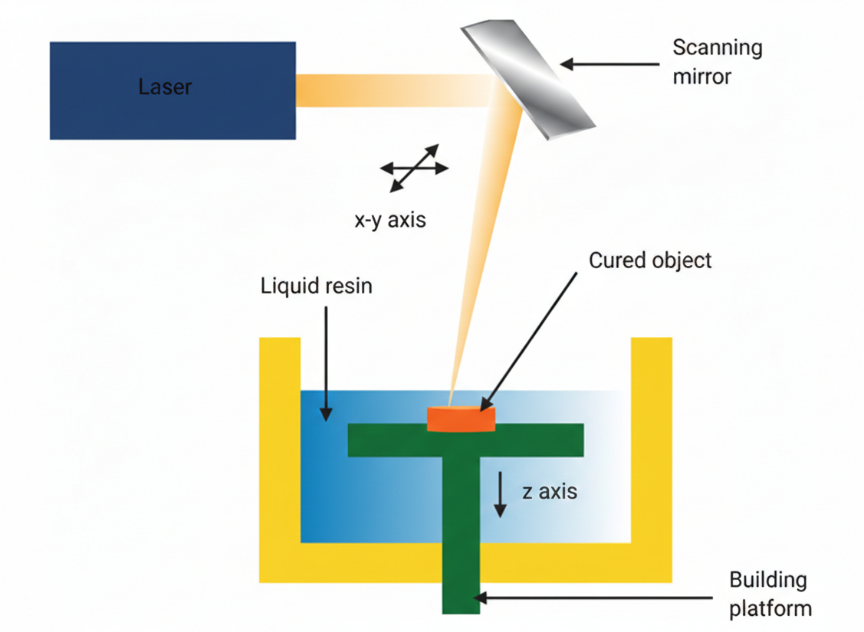
Figure 6: Schematic Figure of Stereolithography
Semi-solid extrusion (SSE) is an additive manufacturing technique in which materials in a semi-solid or semi-molten state are extruded through a syringe-based system in a layer-by-layer manner to fabricate three-dimensional structures. This approach is particularly advantageous in pharmaceutical manufacturing, as it enables the production of complex drug formulations that are difficult or impossible to achieve using conventional extrusion methods. The starting materials, typically gels or pastes, are prepared by blending different components with suitable solvents in specific proportions to obtain a viscosity appropriate for printing[42].
Compared with solid extrusion techniques, SSE offers the advantage of processing a wider range of materials, including thermosensitive compounds. This is primarily due to its operation at relatively low temperatures, which helps preserve the stability and therapeutic efficacy of active pharmaceutical ingredients that could otherwise degrade under the high temperatures required for melting solid materials[43]. Additionally, SSE is considered more efficient and generates less waste than traditional extrusion processes, as extrusion in a semi-solid state reduces the need for extensive heating and post-processing, thereby lowering energy consumption and minimizing material loss.
Despite these advantages, SSE also presents certain limitations.Careful selection of excipients is essential to ensure compatibility and to achieve suitable viscosity and rheological behavior for effective printing. Formulations with excessively low viscosity may lead to uncontrolled material flow, whereas overly high viscosity can hinder extrusion and compromise printability[44].
Pharmaceutical Application of the SSE
Semi-solid extrusion has been successfully employed in the fabrication of a wide range of pharmaceutical dosage forms, including immediate-release tablets, orodispersible tablets, pediatric chewable gummies, controlled-release formulations, gastroretentive floating tablets, and solid lipid tablets[45].
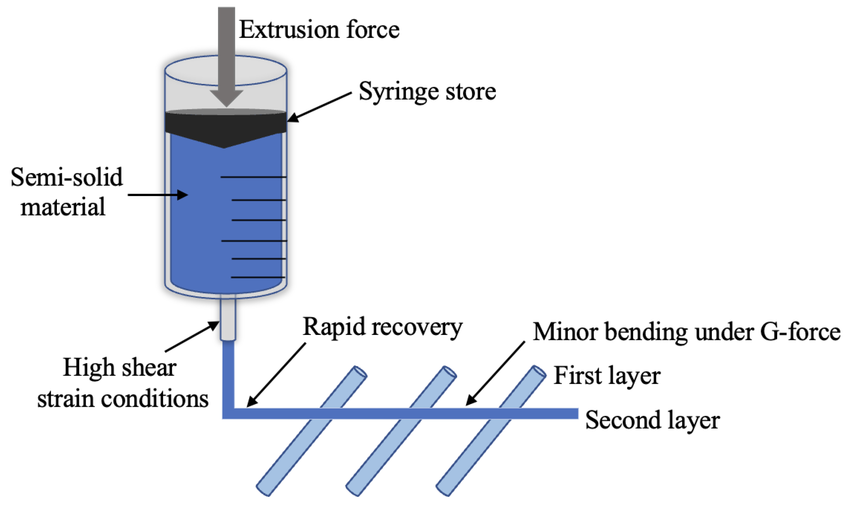
Figure 7: Schematic Figure of Semi-Solid Extrusion
MATERIALS USED IN 3DP MANUFACTURING:
Three-dimensional (3D) printing is transforming pharmaceutical manufacturing and clinical pharmacy by enabling a shift from conventional large-scale production to the development of personalized, patient-tailored dosage forms[46]. The selection of suitable excipients and materials for 3D-printed drug products depends on several critical factors, including the intended drug release characteristics (immediate or sustained release), the chosen printing technique (such as extrusion-based printing, inkjet printing, or selective laser sintering), and the stability as well as compatibility of excipients with the active pharmaceutical ingredients[47,48].
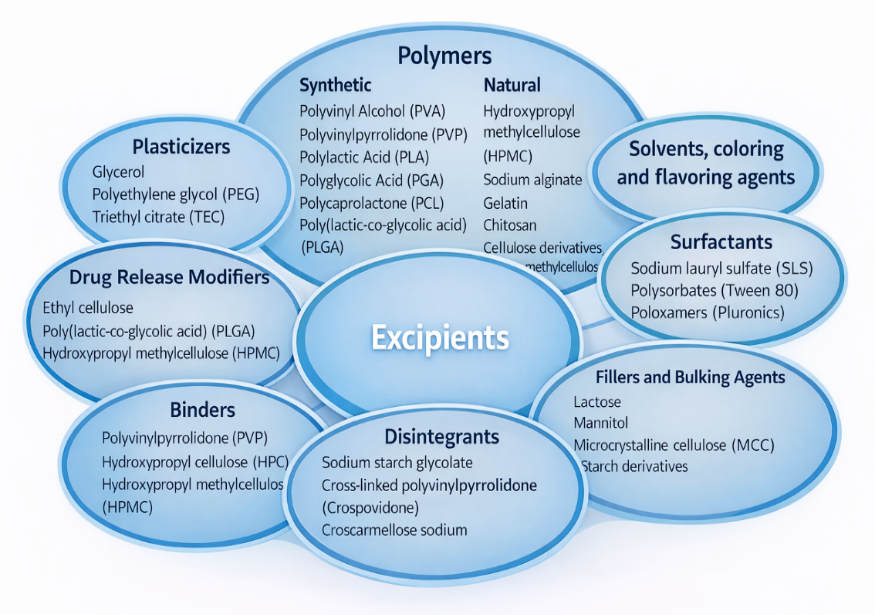
Figure 8: The key excipients used in 3D drug printing.
3D-PRINTED PHARMACEUTICAL DOSAGE FORMS
To enhance therapeutic outcomes and reduce undesirable effects associated with pharmaceutical dosage forms, three-dimensional printing (3DP) technologies are employed to precisely tailor the size, shape, and internal architecture of formulations, thereby enabling personalized therapy. Based on individual patient requirements, dosing regimens and drug release characteristics can be optimized through the design of various dosage forms, including immediate-release dosage forms (IR-DFs), delayed-release dosage forms (DR-DFs), sustained-release dosage forms (SR-DFs), pulsatile-release dosage forms (PR-DFs), personalized combination products and polypills, as well as microneedle-based systems.
Immediate-release (IR) tablets represent the most widely used oral dosage forms currently available, accounting for nearly 80% of newly developed drug entities (NDEs). Conventional IR dosage forms (IR-DFs) are typically produced by compressing active pharmaceutical ingredients (APIs) with suitable disintegrants that promote rapid tablet breakup and prompt drug dissolution[49].
Among additive manufacturing approaches, jet-based 3D printing has demonstrated considerable potential for the fabrication of IR-DFs. Unlike traditional tablet manufacturing, which relies on powder compression and mechanical consolidation, 3D printing enables tablet formation through interactions between powder particles and a liquid binder, resulting in powder curing. This process allows the production of dosage forms characterized by low density, high porosity, and homogeneous distribution of APIs and excipient particles[50].
At present, the instant-release levetiracetam tablet Spritam is the only 3D-printed pharmaceutical product approved by the Food and Drug Administration. This product was developed by Aprecia Pharmaceuticals using inkjet-based 3D printing technology (ZipDose®). The tablet rapidly disintegrates within approximately 10 seconds upon contact with a small amount of liquid and supports a single dose of up to 1000 mg, making it particularly suitable for patients with swallowing difficulties. This approval represents a significant milestone in the application of 3D printing in the pharmaceutical industry and has strongly accelerated research and development efforts in this field[51].
Sustained-release dosage forms (SR-DFs) are designed to provide continuous drug release over an extended period following administration, thereby maintaining prolonged therapeutic effects[52]. Three-dimensional printing has been widely explored for the development of controlled-release pharmaceutical formulations. In general, tablets fabricated using selective laser sintering (SLS) tend to dissolve and release active pharmaceutical ingredients rapidly because of their intrinsically porous and loosely packed structures. However, Giri and co-workers were the first to demonstrate that Kollidon® SRK can serve as a suitable polymeric substrate for designing sustained-release formulations using SLS-based 3D printing. The resulting dosage forms achieved a gradual release of approximately 90% of acetaminophen over a 12-hour period, without exhibiting burst-release behavior when compared with free drug or physical mixtures containing the active ingredient[53].
One of the most notable applications of three-dimensional (3D) printing in personalized medicine is the development of the “polypill” concept. A polypill consists of multiple drugs combined into a single tablet, which can be customized for patients receiving polypharmacy. In addition to drug selection, release profiles can also be tailored according to individual therapeutic needs. This approach is particularly beneficial for geriatric populations, as it can enhance patient compliance and medication adherence by reducing the total number of tablets required per day. Khaled and co-workers successfully fabricated 3D-printed polypills containing three drugs intended for the management of diabetes associated with hypertension. These formulations comprised an osmotic-controlled release compartment of captopril and sustained-release compartments of nifedipine and glipizide[54].
In another study, polyvinyl alcohol (PVA)-based polypills incorporating four drugs—lisinopril, amlodipine, rosuvastatin, and indapamide—were developed in both multilayered and unimatrix configurations. The unimatrix tablets exhibited slower drug release compared with individual dosage forms, while in multilayered polypills, drug release behavior was dependent on the position of each drug within the layered structure[55].
Furthermore, Martinez and colleagues fabricated multilayered polypills containing six active ingredients—paracetamol, prednisolone, aspirin, chloramphenicol, naproxen, and caffeine—using a stereolithography (SLA) 3D printer. Tablets with different geometries, including cylindrical and ring-shaped designs, were produced by modifying the printer to allow interruption of the printing process and replacement of the resin tray with different drug-loaded resin formulations[56].
Microneedles (MNs) are arrays of micron-scale projections designed to penetrate the stratum corneum without reaching the underlying nerve endings, enabling painless transdermal delivery of therapeutic agents[57]. Five primary microneedle delivery strategies have been identified, namely solid, coated, dissolving, hollow, and hydrogel-forming microneedles[58]. Conventional fabrication methods for MNs often involve complex, multi-step processes that are labor-intensive, time-consuming, and reliant on costly equipment, which significantly restrict large-scale production and personalization of multifunctional microneedle systems[59]. The advent of three-dimensional printing (3DP) technology effectively addresses these challenges by enabling rapid, continuous, one-step fabrication and facilitating personalized customization of microneedle arrays[60].
Three-dimensionally printed microneedles have been fabricated using visible-light dynamic mask micro-stereolithography in combination with pulsed laser deposition. In this approach, acrylate-based materials with antimicrobial properties were employed to produce microneedle structures, which demonstrated strong potential for wound treatment and the management of skin infections[61].
Furthermore, in 2021, Cassie Caudill and co-workers demonstrated that microneedles fabricated using continuous liquid interface production (CLIP) technology represent a viable platform for enhanced vaccine delivery. These 3D-printed microneedles were coated with vaccine components, including ovalbumin and cytosine phosphoguanine (CpG), and showed improved cargo retention within the skin as well as enhanced humoral immune responses. The study highlighted the potential of 3D-printed microneedles for non-invasive, self-administered vaccination. An additional advantage of this approach is the ease of transportation of vaccine-coated microneedles, as they do not require specialized handling or strict environmental conditions. In the future, the use of 3D-printed microneedles may substantially increase vaccination coverage by enabling self-administration with minimal dependence on clinical visits[62].
Orally dispersible films (ODFs) are innovative dosage forms composed of thin polymeric matrices designed to disintegrate rapidly upon contact with saliva [63]. These films enable localized drug release within the oral cavity, particularly over the tongue or buccal mucosa. Traditionally, ODFs are manufactured using the solvent casting technique [64], in which the active pharmaceutical ingredient (API) is dissolved in an appropriate solvent, spread onto a liner, dried, and subsequently cut into individual films [65]. However, this method presents certain drawbacks, including dose non-uniformity, entrapment of air bubbles, and reliance on organic solvents [66].
Compared with solvent casting and hot-melt extrusion (HME), inkjet printing (IJP) provides several advantages, such as non-contact deposition, improved flexibility in formulation design, and precise dose adjustment [67,68]. In a pioneering study, solvent casting was directly compared with IJP using a thermal inkjet printer for film fabrication [69]. Clonidine, a low-dose model drug, was selected to evaluate the feasibility of this approach. The findings revealed notable differences in mechanical and stability characteristics between films prepared by the two techniques. Although IJP-produced films demonstrated Young’s modulus and tensile strength values comparable to solvent-cast films, the latter exhibited greater brittleness. Dissolution profiles were largely similar for both systems, likely due to the rapid disintegration behavior of the cellulose-based polymer matrix.
Subsequent research has demonstrated the successful incorporation of multiple drugs into oromucosal films via inkjet printing. For instance, propranolol hydrochloride-loaded inkjet-printed ODFs designed for pediatric use showed accurate dosing and rapid disintegration [70]. Pediatric dosing requirements are typically much lower than adult doses—for example, metoprolol tartrate may require 0.35 mg for children compared to 3.5 mg for adults. Accordingly, dose-adjusted inkjet-printed ODFs of metoprolol tartrate have been developed. While dose uniformity was achieved, variations in printed quantity were observed due to nozzle aging over extended periods (five months) [71]. Inkjet-printed ODFs with drugs like enalapril maleate [72], rasagiline mesylate [73], and sodium picosulfate [74] have also been developed.
CHALLENGES:
Despite its substantial advantages in the pharmaceutical field, three-dimensional (3D) printing is associated with several challenges. These limitations primarily relate to technological constraints, dosage-form manufacturing complexities, safety and quality control concerns, regulatory requirements, and the practical implementation of 3D printing within clinical pharmacy settings.
The technological limitations associated with different types of 3D printers have been discussed in the preceding sections. Nozzle-based printing systems are susceptible to issues such as nozzle clogging, while thermal- and laser-based techniques may lead to degradation of the active pharmaceutical ingredient (API) due to exposure to elevated temperatures or energy input. Another critical challenge is potential incompatibility between drugs and excipients, which must be carefully evaluated and addressed during formulation development. In addition, defects related to structural integrity and surface quality may occur in the final printed product, necessitating optimization of printing and processing parameters to ensure consistent product performance.
Another important challenge lies in the limited availability of suitable materials with appropriate pharmaceutical grades for 3D printing applications. For instance, polymers commonly used in fused deposition modeling (FDM), such as hydroxypropyl cellulose (HPC), polyvinyl alcohol (PVA), and Eudragit, as well as resins employed in stereolithography (SLA), including polyethylene glycol diacrylate and poly(ethylene glycol) dimethacrylate, must meet strict requirements. In addition to drug compatibility, these materials are required to exhibit adequate biocompatibility, biodegradability, and printability to ensure their safe and effective use in pharmaceutical manufacturing through 3D printing technologies[75].
Safety considerations also represent a critical challenge in pharmaceutical 3D printing. The heating, extrusion, or fusion of certain materials may result in the release of toxic airborne particles or vapors, which can pose risks as respiratory or skin irritants. Therefore, the implementation of appropriate safety measures, along with strict adherence to standard operating procedures, is essential to minimize hazardous exposure during the 3D printing process[76].
Another significant challenge in the adoption of 3D printing for pharmaceutical manufacturing is the absence of a comprehensive regulatory framework. In 2017, the Food and Drug Administration released guidance outlining regulatory requirements for the manufacturing of medical devices using 3D printing technologies[77]. To date, several 3D-printed medical devices have received regulatory approval; however, only a single 3D-printed pharmaceutical product, Spritam, has been approved for clinical use. At present, no specific regulatory guidelines have been established by any authority for the manufacturing of 3D-printed pharmaceutical dosage forms. Moreover, uncertainty persists regarding whether regulatory approval should be limited to the final product alone or extend to encompass standardized requirements across all stages of product design, material selection, and manufacturing processes involved in 3D printing[78].
Three-dimensional printed pharmaceutical products must demonstrate consistent quality across batches to ensure patient safety and meet regulatory standards. Achieving uniform product quality requires the establishment of standardized quality control protocols, accurate and reliable measurement techniques, and robust process validation strategies. Addressing these challenges will require coordinated efforts among technology developers, regulatory authorities, academic research institutions, and the pharmaceutical industry. Continued research and development are essential to resolve existing limitations and to fully realize the potential of 3D printing in pharmaceutical manufacturing. Ongoing and future regulatory advancements are also expected to play a key role in supporting the broader implementation of this technology[79].
FUTURE PERSPECTIVES AND TRENDS:
As three-dimensional printing for drug delivery continues to advance, its integration with emerging technologies such as artificial intelligence (AI), digital health platforms, and smart materials is anticipated to usher in a new generation of intelligent, patient-tailored therapeutics[80]. AI- and machine learning–based models can be incorporated into 3D printing workflows to optimize design variables, predict the printability of drug–polymer systems, and simulate drug release kinetics[81]. For example, AI-assisted decision-making tools may enable pharmacists to design on-demand tablets with specific geometrical features customized to an individual patient’s pharmacokinetic requirements.
One of the most transformative innovations in this area is four-dimensional (4D) printing, in which printed structures undergo controlled changes over time or in response to external stimuli such as pH, temperature, light, or magnetic fields[82]. Recent investigations into 4D printing have demonstrated the development of stimuli-responsive dosage forms, including shape-memory polymer–based floating systems and electro-responsive printed devices that dynamically alter their geometry or drug release behavior in response to environmental triggers. These advances highlight the potential of smart, adaptive platforms to enable on-demand drug delivery that extends beyond static 3D-printed constructs[83].
In parallel, AI-driven strategies are increasingly being applied to optimize 3D-printed formulations and structural designs. Machine learning tools, including M3DISEEN and conditional generative adversarial networks, have been used to predict printability, processing conditions, and drug release behavior, as well as to generate novel fused deposition modeling (FDM)-printable formulations. These developments point toward a data-driven approach to the design of future personalized dosage forms[84].
Another emerging trend is point-of-care 3D drug printing, wherein compact, Good Manufacturing Practice (GMP)-compliant printers could be implemented in hospital pharmacies, outpatient clinics, or remote healthcare settings to enable the rapid production of customized medications[85]. This approach may be particularly beneficial for pediatric and geriatric populations requiring individualized dosing, as well as for emergency medications with limited shelf lives. Pilot studies and regulatory discussions are already underway in Europe and the United States to evaluate the feasibility of decentralized 3D manufacturing hubs[86]. Looking ahead, the incorporation of smart sensors and electronic components into 3D-printed drug delivery systems is also anticipated [87]. Such sensors could enable real-time monitoring of physiological parameters, including pH, temperature, or drug metabolism, thereby facilitating feedback-controlled dosing and remote therapy optimization [88]. The convergence of biosensors, wearable technologies, and 3D-printed drug reservoirs represents a significant advancement in digital therapeutics and telemedicine, with substantial potential to transform chronic disease management [89].
Overall, the synergistic integration of AI, smart materials, and decentralized manufacturing within 3D printing technologies is expected to not only improve therapeutic precision but also fundamentally reshape how, where, and when medications are manufactured and administered.
CONCLUSION
Three-dimensional printing has the potential to transform pharmaceutical manufacturing by enabling precision-based, patient-specific drug delivery. Its ability to control dosage, geometry, and release behaviour supports the development of advanced dosage forms that are not easily achievable through conventional methods. This review summarized key 3D printing technologies, materials, and pharmaceutical applications relevant to personalized medicine. Despite its promise, challenges related to material availability, process standardization, quality assurance, and regulatory acceptance must be addressed before widespread clinical implementation. Continued technological innovation and multidisciplinary collaboration will be essential to fully realize the role of 3D printing in next-generation, patient-centric healthcare.
ABBREVIATIONS
3D: Three-dimesional; AM: Additive Manufacturing; FDA: Food and Drug Administration; CAD: Computer-aided Design; APIs: Active Pharmaceutical Ingredients; ADR: Adverse Drug Reaction; SLS: Selective Laser Sintering; FDM: Fused Deposition Modelling; CIJ: Continuous Ink Jet; DoD: Drop on Demand; ODF: Orodispersible Film; PIJ: Piezoelectric inkjet; BJ: Binder jetting; SLA: Stereolithography; SSE: Semi-Solid Extrusion; PVA: polyvinyl alcohol; MNs: Microneedles; CLIP: Continuous Liquid Interface Production; CpG: Cytosine Phosphoguanine; HPC: Hydroxypropyl Cellulose; AI: Artificial Intelligence;
REFERENCES




Vinay Polpelliwar, Shailesh Jawarkar, Monika Jadhao, Tejas Niwane, Personalized Medicine Through 3D Printing: A Paradigm Shift in Pharmaceutical Manufacturing, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 3, 960-981. https://doi.org/10.5281/zenodo.18934970
 10.5281/zenodo.18934970
10.5281/zenodo.18934970
