Department of Pharmaceutics, HKE Society’s Matoshree Taradevi Rampure Institute of Pharmaceutical Sciences, Gulbarga, Karnataka, India.
Co-processed excipients are emerging as a promising solution to address the limitations of traditional single excipients in pharmaceutical formulations. These excipients are developed by combining two or more existing excipients through specialized manufacturing techniques such as spray drying, wet granulation, and hot-melt extrusion. The resulting co-processed excipients offer enhanced functionality, including improved flow properties, compressibility, and disintegration, without any chemical modifications. This review provides a comprehensive overview of co-processed excipients, including their types, methods of preparation, evaluation techniques, advantages, limitations, and regulatory considerations. The article discusses various examples of co-processed excipients, such as combinations of microcrystalline cellulose with other materials like calcium phosphate, carboxymethylcellulose sodium, and alginic acid. The advantages of co-processed excipients include enhanced dissolution, compressibility, dilution potential, and flow characteristics, as well as simplified production processes and cost-effectiveness. However, limitations such as fixed ratios, higher costs, and lack of pharmacopeial acceptance are also addressed. Additionally, this review highlights the potential applications of co-processed excipients in solid oral dosage forms, semi-solid preparations, and parenteral formulations. Emphasize the need for customized excipients that meet safety, performance, and regulatory standards. The article concludes by emphasizing the importance of co-processed excipients in simplifying formulations and reducing production time and costs, making them an attractive option for the pharmaceutical industry.
According to definition "A pharmaceutical excipient refers to a substance or combination of substances that develops the specific agglomerating volumes while functioning as a carrier with active pharmaceutical ingredients (APIs)." The drug formulation includes binders together with fillers along with super-disintegrants and lubricants and glidants. The essential role of excipients is to preserve API volume uniformity and dosage across all stages from manufacturing to patient administration.1 The majority of drug formulations depends on excipients that represent substantial components exceeding API content because these substances form the bulk of the formulation. The selection of an excipient requires careful attention because its desired properties determine its importance. The selection of excipients requires evaluation based on cost, functional needs, material availability, regulatory standards and sources and physical consistency.2 Developing formulations requires evaluation of physical and chemical properties alongside stability and compatibility as well as pharmacokinetic features and permeability characteristics and drug delivery mechanisms and segmented absorption behaviour. The chosen factors enable identification of API absorption problems and selection of appropriate delivery systems. The most suitable excipient must demonstrate chemical stability, non-reactivity, compatibility with standard manufacturing equipment and process independence while being inert, non-toxic, palatable and cost-effective before delivering its intended purpose.3
Types Of Excipients
Binders:
The role of binders in pharmaceutical production is to act as adhesive materials that develop granules from powder. These substances provide the necessary bond between particles for smooth flow.4 Tablet formulation requires binders to achieve plasticity which improves the adhesive force between tablet particles.5 Diverse binders achieve unique mechanical properties along with drug release profiles for medical tablets. Acacia and starch paste, Polyvinyl pyrrolidone (PVP) and glucose together with carboxymethyl cellulose comprise examples of binders.6
Fillers / Diluents
Diluents function as common ingredients that enhance tablet manufacturing features including direct compression capabilities and flow optimization for precise weight control within die capacity. Diluents serve two functions: they lack pharmacological properties yet they remain essential for pharmaceutical formulations. The needed bulk of tablets requires diluents as heterogeneous groups of ingredients which supplement medication doses that lack sufficient quality and also help improve manufacturing process handling while maintaining desired content homogeneity. The list of fillers includes lactose, dextrose, sorbitol, Microcrystalline cellulose(MCC) along with dibasic calcium phosphate dehydrate.7
Disintegrants and super-disintegrants
The addition of disintegrants to tablet and some encapsulated preparations enables the breaking up of tablet "slugs" and capsule "slugs" into tiny particulates within an aqueous environment which increases the available surface area to speed up drug release.8 The tablet matrix becomes more absorbent due to these materials which also improve dispersion. Disintegrants serve to overcome the binding power of tablet binders and compression-generated physical forces that create tablets. The disintegrants include corn starch, Veegum HV clays and cellulose together with resins.9
Lubricants
Lubricants serve as excipients to stop ingredient clumping when formulating products.10 Lubrication plays two roles simultaneously: it decreases tablet-die wall friction during ejection without damaging the tablet and prevents tablets from sticking to punch surfaces. The flowability of powder improves when lubricants decrease the friction force between individual particles. Among the various lubricants used in pharmaceutical production are talc and silica and stearic acid together with magnesium stearate.11
Glidants
The glidant function is to enhance the flowability of tablet core mixed material when added to the formulation. Tablet powder blends receive glidants for better flowability when filling die cavities of tablet presses. The addition of glidants minimizes granule-to-granule friction making tablet granulations flow more easily. Granule flow behaviour depends on glidant characteristics along with the size and shape of granules and glidant particles.12 The glidants group includes colloidal silicone dioxide together with starch and talc and magnesium stearate.
Definition: Co-Processed Excipients
The development of co-processed excipients involves mixing two or more compendial or non-compendial excipients which modify their physical characteristics through simple physical mixing without major chemical transformations.13 The combination of few excipients into a single special composite material through specific manufacturing methods results in improved functionality of the final product.14
limitation of single excipients:
Excipient Requirements for the Formation of Co-Processed Excipients:
1. Compatibility
Chemical and Physical Compatibility: Excipients must be inert and non-reactive with each other. Particle size/shape should complement (e.g., larger filler particles blended with fine binders).
Example: Lactose (diluent) and cellulose (disintegrant) in Cellactose® (European Pharmacopoeia).16
2. Functional Synergy
Complementary Roles: Components should address specific formulation challenges (e.g., diluent + binder + disintegrant). Optimal ratios are critical.
Example: Microcrystalline cellulose (MCC) and guar gum in Avicel® HFE for improved compressibility.17
3. Processing Method Suitability
Techniques: Spray drying, co-drying, granulation, or extrusion. Excipients must tolerate process conditions (e.g., solubility for spray drying).
Example: Ludipress® (lactose, povidone, crospovidone) produced via co-processing.18
4. Regulatory Compliance
5. Characterization and Validation
Methods For Producing Co-Processed Excipients:
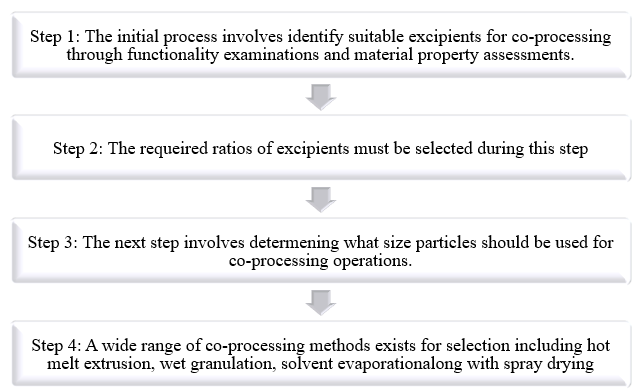
Multiple excipients being processed together should support each other's functions. Sorbitol demonstrates high hygroscopicity and excellent compressibility properties while co-processed with mannitol because of its low hygroscopic nature as a polyol. A tablet excipient that functions optimally requires compression behavior which achieves balance between brittleness and flexibility.21 However, inappropriate excipient combinations may lead to subpar products lacking functionality. Therefore, selecting a suitable method and experimental design is essential for successful co-processed excipient production.
The following section describes various documented techniques for creating co-processed excipients.
The continuous drying process operation uses spray drying as its method. Dried particulate formation occurs through the process of spraying feed into hot drying medium. A drying medium may use solution or emulsion or suspension as feed. The dried product becomes a powder or granules or agglomerates depending on how feed properties match the dryer design and the desired powder properties.22
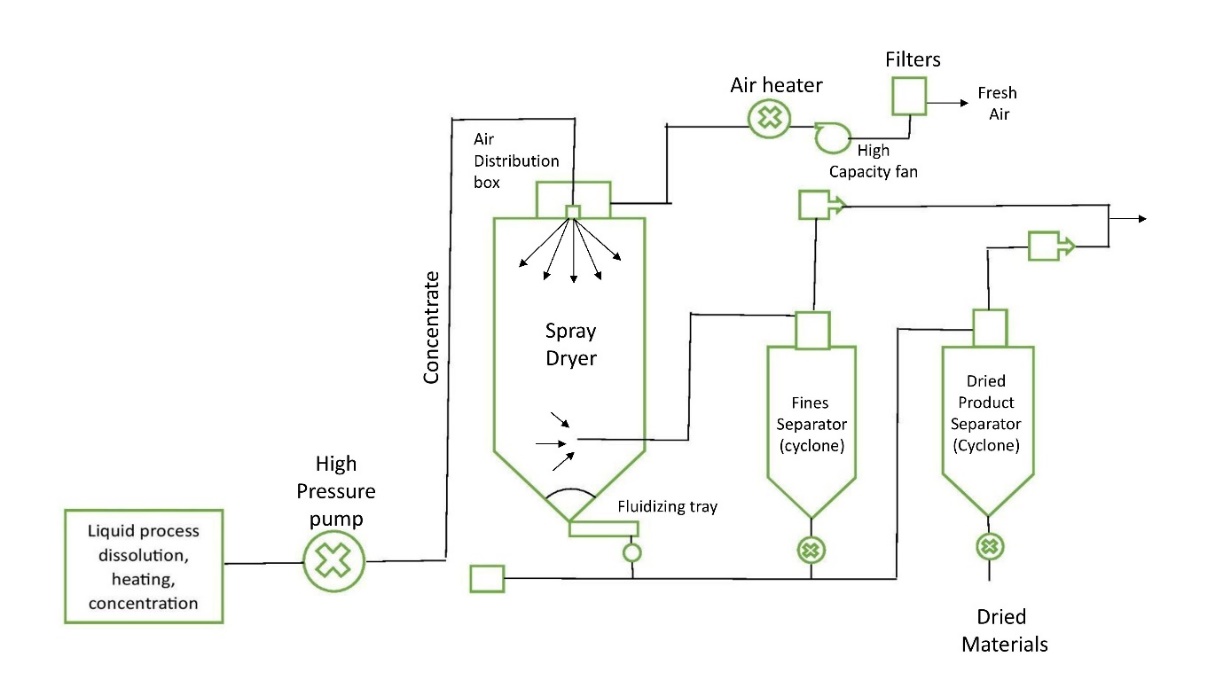
Fig 1: Diagrammatic View of Spray Drying Process
The spray drying operation includes five fundamental stages.
a) Concentration of feed.
b) Liquid’s atomization into droplets.
c) Interaction of droplets with the heated drying air.
d) The fast evaporation of droplets creates dry particles during the process.
e) The drying process ends with collecting dry particles that separated from the drying air stream.
The spray drying technique works well with soluble and insoluble excipients and it shortens disintegration time while strengthening tablet hardness and compression properties. The rapid drug release during this method constitutes a key limitation since it increases the risk of dose dumping.23
The solvent evaporation method employs a liquid manufacturing vehicle. The main excipient goes into solution or suspension within the coating mixture after adding the volatile solvent that cannot mix with the liquid production vehicle.24 The application of agitation allows producers to obtain specific encapsulation dimensions. The heating process removes the applied solvent. The production of crospovidone and MCC as a co-processed mixture used the solvent evaporation method. A solution containing equal parts of crospovidone and MCC received absolute ethanol for processing.25 A wet mass formed after solvent evaporation then underwent sieving before drying the granules. The pharmaceutical excipients that were co-processed showed enhanced structural strength while providing faster disintegration and improved drug release properties.26
The process of crystallisation creates solid crystals through three main methods including solution precipitation and melting and less common gas deposition. The process enables chemical separation of solids from liquids by transferring solute mass from solution to form pure crystals. All solutions require supersaturation to achieve crystallization. Industrial operations mostly use pH modification as their main crystallisation method but solution crystallisation can also occur through two additional methods: solution cooling and addition of anti-solvent solvent.27
The wet granulation approach stands as a basic production technique which offers affordability and popularity for unit processing operations. The production of granules relies on two main pieces of equipment which are fluidized bed dryers and high-speed mixer granulators.28 Wet granulation served as the method for producing MCC-alginic acid co-processing. The process involved the combination of MCC and alginic acid which received purification through water as their binding agent.29 The granules obtained after moistening were dried in an oven after sieving. The flow properties together with disintegration and compressibility tests were performed on the granules.30 The research showed that the produced granules possessed better compressibility properties alongside improved flow behaviour and shorter disintegration times than basic physical mixtures.31
The 800C heat level from this HME process prevents its use with temperature-sensitive materials. The process begins with melting the excipients before performing extrusion to create solidified products of different forms. The process depends on melted polymer as a thermal binding agent to remove the requirement for solvents.32
Evaluation Method of Co-Processed Excipients:
%Friability=Initial weight-final weightInitail weight×100

Swelling index: This is determined by placing a known volume of powder in a graduated cylinder and adding water. After vigorous shaking, the mixture is left to settle for 24 hours. The powder's volume is then measured and the swelling index is calculated.
Swelling index =Final volume-Initial volume Final volume×100

Loss on drying: This test involves heating 1 gram of powder at 100°C in a hot air oven for 1 hour. The powder's weight is then measured to determine moisture loss.36
Loss on drying=Initial weight-final weight Initial weight×100

Evaluation Of Tablets Formulated Using Co-Processed Excipients:
Evaluation of tablets can be evaluated using tests for uniformity of weight, hardness, friability, and disintegration, which must comply with pharmacopoeia specifications.
Examples of co-processed excipients:
Sorbitol and mannitol
Two powders of sorbitol and mannitol were dissolved together in a solution to form the mixture. The air-drying process produced a composition which dissolves completely in the mouth during sixty seconds. The technology shows effectiveness for developing oral disintegrating tablets.40
Maize starch and acacia
A co-processed excipient developed through the combination of acacia and maize starch. It was then dried, a well-mixed aqueous solution containing both components on a water bath at 50?C and 80?C for 15 minutes with continuous stirring to study partial and complete gelatinization effects. The fully gelatinized form exhibited good flow capabilities yet displayed weak crushing strength yet the partially gelatinized material demonstrated excellent crushing strength together with acceptable friability properties.41
Rice starch and MCC
The development of a co-processed excipient through the combination of rice starch and MCC. It was developed by directly compressible excipient particles through spray-drying processes. The produced material demonstrated better compressibility than Eratab and Cellactose and Tablettose commercial spray-dried rice starch and co-processed lactose with microcrystalline cellulose and agglomerated lactose. The compressibility level of the excipient fell below the value demonstrated by microcrystalline cellulose (Vivapur 101).42
MCC and methylcellulose
Development of a co-processed excipient through wet granulation of MCC and methylcellulose. It produced a spherical shaped objects with uniform smooth surfaces from the compositions by employing spheronization. The manufactured coating polymer functions to mask bitter drug tastes like ibuprofen while maintaining drug availability levels.43
Copolymer of vinylpyrrolidone (VP) and vinyl acetate (VA) and MCC
A co-processed adjuvant from a VP and VA copolymer with MCC as its component. The combined binder formulation enabled the production of tablets with superior hardness and satisfactory friability which makes it appropriate for tablet formulations that contain difficult-to-compress drugs.44
Dicalcium phosphate and carboxymethylcellulose sodium
Different ratios between dicalcium phosphate and carboxymethylcellulose sodium after co-precipitation. It showed that the co-processed excipient achieved superior flowability than what a basic physical mixture could deliver. The excipient showed excellent dilution properties and performed well during tablet production of challenging drugs including paracetamol and ibuprofen.45
Crospovidone and croscarmellose sodium
A mixture of croscarmellose sodium and crospovidone received blending treatment in ethanol. Stirring the mixture permitted the ethanol to evaporate partially. A hot air oven dried the sieved wet coherent mass. The invention holds dual properties as a superdisintegrant. The researchers used this method for developing granisetron fast dissolving tablets.46
Advantages Of Co-Processed Excipients
Disadvantages Of Co-Processed Excipients
Applications Of Co-Processed Excipients
Limitations
1. Fixed ratio: A major drawback of co-processed excipient mixtures is their predetermined excipient ratios. This may not be ideal for all APIs and tablet dosages when developing new formulations.49
2. Cost: Co-processed excipients for direct compression are produced using specialized methods such as spray drying, fluid bed drying, roller drying, and other patented processes. Consequently, these products are more expensive than their constituent raw materials.50
3. Reworkability issues: Reworking spray-dried co-processed excipients leads to the loss of their inherent spherical particle shape and increases disintegration and dissolution times.51
4. Direct compression co-processed excipients demonstrate an ability to dilute poorly compactible active pharmaceutical ingredients such as acetaminophen up to a maximum of 40%. The weight of a 500 mg drug tablet exceeds 1.3 grams because of which the dosage form could become difficult to swallow.52
5. Lack of pharmacopeial acceptance: Co-processed adjuvants are not officially recognized by pharmacopeias. As a result, the pharmaceutical industry is unlikely to adopt combination filler-binders unless they demonstrate substantial improvements in tablet compaction compared to physical mixtures of excipients.53
REFERENCES


Shirsand. S. B., Mohammed Mubasheer Ahmed*, Development of Novel Co-Processed Excipients for Fast Dissolving Tablets, Int. J. of Pharm. Sci., 2025, Vol 3, Issue 6, 2837-2848. https://doi.org/10.5281/zenodo.15704575
 10.5281/zenodo.15704575
10.5281/zenodo.15704575
