PDEA’s Shankarrao Ursal College of Pharmaceutical Sciences and Research Centre, Kharadi, Pune, India.
A new era of advanced manufacturing technology is taking over the pharmaceutical sector, with the goals of enhancing product quality, streamlining processes, and confirming regulatory compliance. “Process Analytical Technology (PAT)” has appeared as a key framework for monitoring and controlling pharmaceutical manufacturing processes in real time. The addition of “Artificial Intelligence (AI)” and “Machine Learning (ML)” with PAT has significantly enhanced predictive modeling, data interpretation, and process optimization in modern pharmaceutical production systems. AI-enabled PAT systems facilitate “Real-Time Release Testing (RTRT)”, enabling quality assessment during manufacturing rather than depend on traditional end-product testing. Continuous pharmaceutical manufacturing further benefits from AI-driven analytics by enabling dynamic process control, improved efficiency, and reduced manufacturing variability. This review discusses the fundamental concepts of PAT, the application of AI in pharmaceutical manufacturing, and the role of AI-enabled PAT systems in enabling real-time release testing and continuous production. The review also highlights regulatory perspectives, technological challenges, and future opportunities for implementing AI-integrated analytical frameworks in pharmaceutical quality assurance. The adoption of AI-driven PAT platforms is expected to transform pharmaceutical manufacturing toward fully automated, data-driven, and intelligent production environments that ensure consistent product quality and operational efficiency.
Pharmaceutical manufacturing has traditionally relied on batch production and extensive end-product quality testing to confirm the safety and effectiveness of drug products. However, this conventional approach often results in delayed quality assessment, increased production costs, and inefficiencies in manufacturing processes. To overcome these limitations, regulatory agencies and pharmaceutical industries have increasingly adopted advanced manufacturing strategies that emphasize real-time process monitoring and quality assurance during production. Process Analytical Technology (PAT) has emerged as a critical framework for enabling such quality-driven manufacturing systems in the pharmaceutical industry (1–3).
The PAT effort, launched in 2004 by the “US Food and Drug Administration (FDA)”, publicly presented the idea of PAT and pushed for the implementation of real-time monitoring and control of essential process parameters and quality characteristics by pharmaceutical producers. To maintain consistent product quality, PAT use process control mechanisms, data analysis systems, sensors, and analytical tools to monitor production operations. The adoption of PAT aligns with the principles of Quality by Design (QbD), which emphasizes systematic product development, risk management, and continuous improvement in pharmaceutical production (4–6).
In recent years, the rapid advancement of AI and ML technologies has significantly improved the capabilities of PAT systems. AI algorithms can examine large volumes of process data generated by analytical sensors, identify complex patterns, and predict product quality in real time. Utilizing AI in conjunction with PAT enables pharmaceutical companies to enhance operational efficiency, optimize manufacturing processes, and decrease unpredictability. Consequently, AI-enabled PAT has become an important enabler for real-time release testing (RTRT) and continuous pharmaceutical manufacturing (7–9).
METHODS OF PROCESS ANALYSIS IN PHARMACEUTICAL PRODUCTION
A system for developing, evaluating, and regulating pharmaceutical production processes through timely measurements of essential performance and quality features is known as process analytical technology. Using control techniques, data gathering systems, process sensors, and analytical equipment, PAT systems permit for real-time monitoring of the production process. The primary objective of PAT is to ensure product quality by understanding and controlling the sources of variability during manufacturing (10–12).
PAT utilizes a variety of analytical tools, including spectroscopic techniques, chromatographic methods, and sensor-based technologies, to monitor critical process parameters. Spectroscopic techniques like “Near-Infrared (NIR)”, “Raman spectroscopy”, and “UV-Visible spectroscopy” are extensively used due to their non-destructive nature and capability to offer rapid measurements during manufacturing. These techniques enable real-time monitoring of parameters such as drug concentration, moisture content, and particle size distribution in pharmaceutical processes (13–15).
Another important aspect of PAT implementation is multivariate data analysis (MVDA), which allows the interpretation of complex datasets generated during pharmaceutical manufacturing. Multivariate statistical models are used to correlate process parameters with product quality attributes, enabling predictive monitoring and process control. These models form the foundation for integrating advanced computational tools such as artificial intelligence and machine learning in modern pharmaceutical production systems (16–18).
Table 1: Common PAT Tools and Their Functions
|
PAT Component Category |
Specific Tools / Techniques |
Primary Function / Parameters Monitored |
|
Spectroscopic Techniques |
Near-Infrared (NIR), Raman, UV-Visible |
Real-time monitoring of moisture content, drug concentration, and particle size |
|
Chromatographic Methods |
Various chromatographic sensors |
Tracking chemical composition and process purity |
|
Data Analysis & Modeling |
Multivariate Data Analysis (MVDA) |
Interpreting complex datasets to correlate process parameters with quality attributes |
AI IN PHARMACEUTICAL MANUFACTURING
Artificial intelligence (AI) refers to computer systems that can mimic human intelligence in tasks such as pattern recognition, predictive analysis, and decision making. In pharmaceutical manufacturing, AI technologies are progressively used to examine complex process data, optimize manufacturing parameters, and improve product quality. Machine learning algorithms can process large datasets generated by PAT instruments and identify relationships between process variables and product quality attributes (19–21).
A number of ML algorithms, such as ANNs, SVMs, Random Forest algorithms, and deep learning models, have found use in the pharmaceutical production process.
Table 2: AI Algorithms Used in Pharma
|
AI Algorithm |
Primary Function in PAT |
Common Pharmaceutical Application |
|
Artificial Neural Networks (ANN) |
Complex pattern recognition |
Predicting dissolution rates and drug potency |
|
Support Vector Machines (SVM) |
Classification and regression |
Identifying deviations in process parameters |
|
Random Forest |
Managing large, high-dimensional data |
Selecting critical quality attributes |
|
Deep Learning |
Processing unstructured data (images, complex signals) |
Analyzing spectroscopic data in real time |
Critical quality features including medication potency, dissolving rate, and content homogeneity could be a predicted by these algorithms using process data. The predictive capabilities of AI models enable proactive control of manufacturing processes, reducing the likelihood of product deviations or batch failures (22–24).
AI technologies also support the expansion of digital twins in pharmaceutical manufacturing. A digital twin is a virtual model of a physical manufacturing process that continuously receives data from sensors and analytical instruments. By simulating manufacturing conditions and predicting outcomes, digital twins allow manufacturers to optimize process parameters and evaluate potential process modifications without interrupting production. This capability significantly enhances the efficiency and reliability of pharmaceutical manufacturing systems (25-27).
AI-ENABLED PROCESS ANALYTICAL TECHNOLOGY SYSTEMS
Intelligent manufacturing systems that can analyze data in real-time and optimize processes have been developed through the merging of PAT and AI. AI-enabled PAT platforms collect data from multiple analytical sensors, process the data using machine learning algorithms, and generate predictive models for product quality assessment. These systems can automatically adjust process parameters to maintain optimal manufacturing conditions and ensure consistent product quality (28–30).
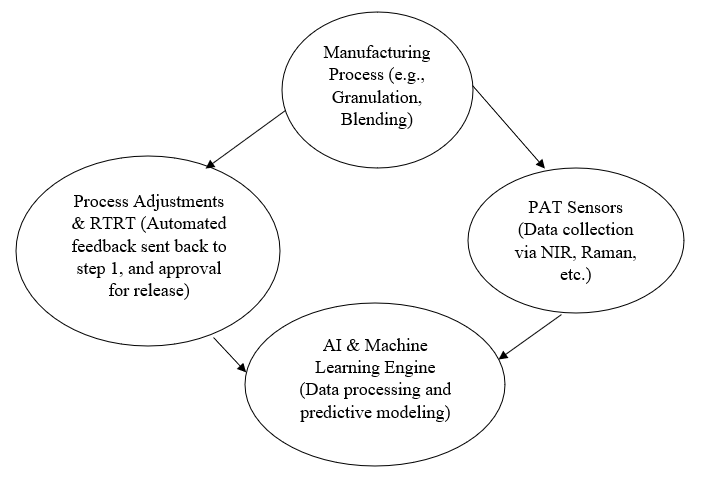
Fig 1: The AI-PAT Feedback Loop
Among the many benefits of PAT systems powered by AI is their capacity to process the massive, multi-dimensional datasets produced by the pharmaceutical industry. Traditional statistical methods may struggle to analyze such datasets effectively, whereas ML algorithms can classify hidden patterns and correlations between variables. This capability enables more accurate prediction of product quality attributes and improves decision-making during manufacturing operations (31–33).
AI-driven PAT systems also simplify the implementation of closed-loop process control strategies. In such systems, real-time analytical measurements are continuously analyzed using predictive models, and process parameters are mechanically adjusted to preserve optimal conditions. This approach significantly reduces process variability and enhances the robustness of pharmaceutical manufacturing processes (34–36).
REAL-TIME RELEASE TESTING (RTRT)
RTRT signifies a major development in pharmaceutical quality assurance by enabling the evaluation of product quality during manufacturing rather than after production. RTRT relies on PAT tools and predictive models to monitor critical quality attributes in real time, allowing immediate release of products that meet predefined quality criteria. This approach eliminates the need for extensive end-product testing and significantly reduces product release timelines (37–39).
Table 3: Comparing Manufacturing Approaches
|
Feature |
Traditional Batch Manufacturing |
Continuous Manufacturing with AI-PAT |
|
Quality Testing |
End-product testing in a lab |
Real-time monitoring during production |
|
Release Time |
Days to weeks |
Immediate (Real-Time Release) |
|
Process Control |
Static and manual |
Dynamic, automated, and predictive |
|
Waste & Cost |
Higher risk of batch failures |
Minimized through early error detection |
|
Data Utilization |
Historical review |
Real-time predictive analytics |
A thorough comprehension of the connection between process parameters and product quality characteristics is necessary for the implementation of RTRT. PAT sensors and analytical tools continuously monitor these parameters during manufacturing, while AI models analyze the data to predict product quality. When the predicted quality attributes fall within acceptable limits, the product can be released without additional laboratory testing (40–42).
Compared to more conventional techniques of quality control, RTRT has several benefits, such as more consistent product quality, lower production costs, and more efficient manufacturing. Furthermore, RTRT supports the transition from batch manufacturing to continuous manufacturing systems by enabling real-time monitoring and control of production processes (43–45).
CONTINUOUS PHARMACEUTICAL MANUFACTURING
Raw ingredients are continually supplied into the manufacturing system, and completed pharmaceuticals are continuously created; this revolutionary method is known as continuous pharmaceutical manufacturing. In contrast to this method, conventional batch manufacturing involves a series of independent processes. Continuous manufacturing offers several advantages, including improved efficiency, reduced production time, and enhanced product quality consistency (46–48).
In order to implement continuous production systems, it is essential to combine PAT with AI technology. Analytical sensors continuously monitor process parameters, while AI algorithms analyze the data to maintain optimal operating conditions. This combination allows manufacturers to detect process deviations in real time and implement corrective actions immediately, preventing product quality issues and minimizing production losses (49–51).
Continuous manufacturing systems are particularly beneficial for complex pharmaceutical processes such as tablet production, granulation, coating, and active pharmaceutical ingredient synthesis. By integrating advanced analytical tools and intelligent process control systems, continuous manufacturing enables the production of high-quality pharmaceutical products with improved efficiency and reduced environmental impact (52–54).
REGULATORY PERSPECTIVE
The value of innovative manufacturing technologies in enhancing the efficiency and quality of pharmaceutical product production has been more acknowledged by regulatory agencies. The FDA’s PAT initiative encourages pharmaceutical manufacturers to adopt innovative analytical technologies and process control strategies to confirm consistent product quality. Similarly, the International Council for Harmonisation (ICH) guidelines, including ICH Q8, Q9, Q10, and Q13, support the implementation of QbD principles, risk management, and continuous manufacturing in pharmaceutical production (55–57).
The adoption of AI-enabled PAT systems aligns with regulatory expectations for enhanced process understanding, real-time quality monitoring, and data-driven decision making. Regulatory agencies emphasize the importance of model validation, data integrity, and robust quality management systems when implementing advanced analytical technologies in pharmaceutical manufacturing (58–60).
CHALLENGES AND LIMITATIONS
Despite the significant advantages of AI-enabled PAT systems, numerous challenges must be addressed for their extensive adoption in pharmaceutical manufacturing. One of the major challenges is the management and analysis of large volumes of process data generated by analytical sensors. Ensuring data integrity, cybersecurity, and compliance with regulatory requirements is essential for maintaining reliable and secure manufacturing systems (61–63).
Another challenge is the validation of ML models used for predictive quality assessment. The regulatory agencies necessitate stringent validation processes to guarantee that AI models generate trustworthy predictions across a range of production scenarios. Additionally, the integration of AI technologies into existing manufacturing infrastructure may require significant investment in equipment, software, and workforce training (64–66).
FUTURE PERSPECTIVES
The future of pharmaceutical manufacturing is expected to be driven by advanced digital technologies, including artificial intelligence, robotics, and industrial automation. AI-enabled PAT systems will play a central role in developing fully automated manufacturing platforms capable of self-optimization and predictive quality control. The concept of “smart pharmaceutical factories” is becoming increasingly feasible as digital technologies continue to evolve (67–69).
Emerging technologies such as digital twins, cloud-based data analytics, and advanced sensor networks are predictable to additional increase the capabilities of AI-driven manufacturing systems. These technologies will enable real-time simulation of manufacturing processes, predictive maintenance of equipment, and improved process optimization. As a result, pharmaceutical manufacturing is likely to transition toward fully integrated, intelligent production environments that ensure consistent product quality and operational efficiency (70–72).
CONCLUSION
The pharmaceutical industry has made great strides in quality assurance and production because of the accumulation of AI with process analytical technologies. AI-enabled PAT systems provide powerful tools for real-time monitoring, predictive modeling, and process optimization in modern pharmaceutical production environments. Drugs may be more efficiently and reliably produced with the help of these technologies, which pave the way for constant manufacturing and RTRT. Although several challenges remain, including regulatory considerations and technological limitations, the continued development of AI-driven analytical systems is expected to transform pharmaceutical manufacturing into a fully automated and data-driven industry.
ACKNOWLEDGEMENT
This review would not have been possible without the financial backing and scholarly direction offered by “PDEA's Shankarrao Ursal College of Pharmaceutical Sciences and Research Centre in Kharadi, Pune”.
CONFLICT OF INTEREST
This manuscript's authors affirm that they do not have any competing interests that might affect their decision to publish it. The writers affirm that they had no financial or business ties that can have created a conflict of interest when they performed this evaluation.
REFERENCES

Burange Harshwardhan Balaso, Veer Vikram, AI-Enabled Process Analytical Technology for Real-Time Release Testing and Continuous Pharmaceutical Manufacturing, Int. J. of Pharm. Sci., 2026, Vol 4, Issue 4, 856-864 https://doi.org/10.5281/zenodo.19436295
 10.5281/zenodo.19436295
10.5281/zenodo.19436295
