Department of Pharmacy, Shree Dev Bhoomi Institute of education sciences & Technology, Dehradun, Uttarakhand, 248007
The Purpose of research was to study process validation for Dapagliflozin 10 mg, Sitagliptin 100 mg, and Metformin Hydrochloride 500 mg (Extended Release) Bilayered Tablets. The critical process parameters were identified with the help of process capability and evaluated by challenging its lower & upper release specifications. Three initial process validation batches (I, II, III) of the same size, method, equipment & validation criteria were taken. The critical parameters involved in sifting, dry mixing, preparation, preparation of granulating agent, wet mixing, wet milling, drying, sizing, lubrication, compression stage & coating were identified and evaluated as per validation master plan. The process indicated that this process validation provides high degree of assurance that manufacturing process produces a product meeting its predetermined specification and quality attributes.
Process validation as per USFDA
Process validation, as outlined by the United States Food and Drug Administration (FDA), is a systematic approach to ensuring the consistency and reliability of manufacturing processes in industries such as pharmaceuticals, medical devices, and biotechnology. It is an integral part of current Good Manufacturing Practices (cGMP) regulations, aimed at safeguarding public health by ensuring that products meet their intended quality standards. The FDA's process validation guidance emphasizes the need for manufacturers to demonstrate control over critical aspects of production that can affect product quality, safety, and efficacy. This involves establishing documented evidence that the manufacturing process consistently produces products meeting predetermined specifications and quality attributes.
Process validation typically consists of three stages:
process design, process qualification, and continued process verification. During process design, manufacturers define the critical parameters and variables of the production process based on scientific principles and risk assessment. Process qualification involves conducting experiments and studies to confirm that the process is capable of consistently producing acceptable product quality. Continued process verification entails ongoing monitoring and assessment to ensure that the validated process remains in a state of control throughout its lifecycle. By adhering to FDA guidelines on process validation, manufacturers can mitigate risks associated with product variability, contamination, and manufacturing errors, thereby enhancing product quality, safety, and compliance with regulatory requirements. (1)
WHO guideline define process validation
The World Health Organization (WHO) provides guidelines for process validation in pharmaceutical manufacturing to ensure that products consistently meet quality standards. According to WHO guidelines, process validation is defined as:
"Documented evidence that the process, operated within established parameters, can perform effectively and reproducibly to produce a medicinal product meeting its predetermined specifications and quality attributes."(2)
This definition highlights several key aspects of process validation:
Process validation requires comprehensive documentation to demonstrate that the manufacturing process has been thoroughly evaluated and validated.
The process must be conducted within predetermined parameters, including critical process parameters (CPPs) and operating ranges, which have been determined through scientific evaluation and risk assessment.
The validated process should consistently produce medicinal products that meet predefined specifications and quality attributes. This ensures that the process is capable of reliably manufacturing products of the desired quality.
Process validation aims to confirm that the manufactured products meet their predetermined quality standards, including specifications for identity, strength, purity, and other quality attributes. Overall, process validation according to WHO guidelines is a systematic approach to ensuring the reliability and consistency of pharmaceutical manufacturing processes, ultimately contributing to the production of safe, effective, and high-quality medicinal products. (3)
Types of process validation: [4, 5]
Prospective Validation:
This type of validation occurs before commercial production begins. It involves systematically collecting and evaluating data to demonstrate that a manufacturing process is capable of consistently producing products meeting predetermined quality specifications. Prospective validation typically includes process design, qualification, and verification activities.
Concurrent Validation:
Concurrent validation occurs during the early stages of commercial production. It involves monitoring and evaluating process performance and product quality in real-time while production is ongoing. This approach allows for immediate identification and correction of any issues that may arise during production.
Retrospective Validation:
Retrospective validation involves validating a process based on historical data and manufacturing records. This approach may be used when there is a long history of production data available, and there is confidence that the process has consistently met quality standards in the past. However, it may not be suitable for new processes or those with significant changes.
Revalidation:
Revalidation is the process of repeating validation activities periodically or whenever significant changes are made to the manufacturing process, equipment, or critical parameters. Revalidation ensures that the process remains in a state of control and continues to produce products of the desired quality after changes have been implemented. Validation of Cleaning Procedures: Cleaning validation is a critical aspect of pharmaceutical manufacturing, especially for equipment used in multi-product facilities. It involves demonstrating that cleaning procedures effectively remove residues of previous products, cleaning agents, and microbial contaminants to prevent cross-contamination and ensure product quality and safety. Each type of process validation plays a crucial role in confirming the reliability, consistency, and compliance of manufacturing processes with regulatory requirements and quality standards. The selection of the appropriate validation approach depends on factors such as the stage of production, the complexity of the process, and the specific regulatory requirements applicable to the industry.
PROCESS VALIDATION APPROCH: (6, 7, 8, 9, 10)
General consideration:
Process validation is a critical aspect of ensuring the quality and reliability of manufacturing processes, regardless of whether a therapeutic item is produced using an enhanced or standard method. Before a product is introduced to the market, its manufacturing process must undergo approval. In certain exceptional cases, concurrent approval may be granted. The validation process should confirm the suitability of the control strategy for both the process design and the quality of the final product. This includes covering every strength produced and every manufacturing facility used for producing the marketed product. In situations where variations exist in strengths, batch sizes, or pack sizes, a bracketing strategy may be suitable. However, it is crucial that validation includes all recommended locations. For each product, process validation data demonstrating the suitability of the manufacturing process at each manufacturing location should be generated. These data should be retained at the manufacturing site and be readily accessible for examination if not specified in the dossier. Validation should be conducted in compliance with Good Manufacturing Practice (GMP) guidelines. Process validation can be executed in a conventional manner, regardless of the chosen development strategy. However, if an improved development method has been utilized or if substantial product and process knowledge have been gained from historical data and manufacturing experience, continuous process verification may also be implemented. It may be necessary to combine continuous process verification with traditional process validation. Continuous process verification, commonly facilitated by in-line, on-line, or at-line monitoring techniques, provides additional information and knowledge about the process. This information can be invaluable in making process changes and improvements.
Process validation approach for product:
Process validation is a systematic approach aimed at gathering and analyzing data to scientifically demonstrate the capability of a manufacturing process to consistently produce high-quality products. This comprehensive evaluation spans from the initial process design phase through to commercial production. The process validation activities encompass three key stages, as outlined below:
Stage 1 – Process Design:
During this initial stage, the commercial manufacturing process is meticulously defined. This process design is informed by knowledge acquired through developmental and scale-up activities. The aim is to establish a robust manufacturing process that ensures product quality and consistency.
Stage 2 – Process Qualification:
In this stage, the process design undergoes rigorous evaluation to ascertain its capability for reproducible commercial manufacturing. Various parameters and variables are assessed to ensure that the process consistently meets predetermined quality standards and specifications. The goal is to confirm that the manufacturing process is capable of consistently producing products of the desired quality.
Stage 3 – Continued Process Verification:
This stage involves ongoing monitoring and assessment during routine production to ensure that the validated process remains in a state of control. Through continuous monitoring and analysis, assurance is gained that the process continues to produce products meeting the required quality standards. Any deviations or discrepancies are promptly addressed to maintain process integrity and product quality.
Drug Profile
Dapagliflozin:
Dapagliflozin is an s-odium-glucose cotransporter 2 (SGLT2) inhibitor, and it was the first SLGT2 inhibitor to be approved. Suggested for the treatment of type 2 diabetes. Dapagliflozin improves glycemic management in adults when paired with diet and exercise because it causes glycosuria, which is the inhibition of glucose reabsorption in the proximal tubule of the nephron. Studies have looked into dapagliflozin as a stand-alone medication or in combination with other oral hypoglycemic medications like insulin. (11)
Structure-
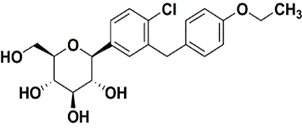
Chemical Formula-
C21H25ClO6
Metformin Hydrochloride:
Metformin is a biguanideantihyperglycemic medication that is prescribed as first-line treatment for type II diabetes.Since metformin reduces blood glucose levels in people with type II diabetes without producing hypoglycemia, it is regarded as an antihyperglycemic medication. It is frequently referred to as a "insulin sensitizer" since it lowers insulin resistance and lowers plasma fasting insulin levels in a way that is clinically meaningful. This medication also has the well-known benefit of mild weight loss, which makes it a good option for obese people with type II diabetes (12)
Structure-
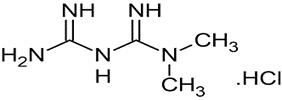
Chemical Formula-
C4H12ClN5
Sitagliptin:
Sitagliptin is an oral dipeptidyl peptidase-4 (DPP-4) inhibitor intended to help individuals with type 2 diabetes mellitus improve their glycemic control. It is taken in conjunction with diet and exercise. This drug improves blood sugar regulation by increasing insulin in response to glucose and decreasing glucagon. (13)
Structure-
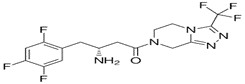
Chemical Formula-
C16H15F6N5O
MATERIAL AND METHODS
Material
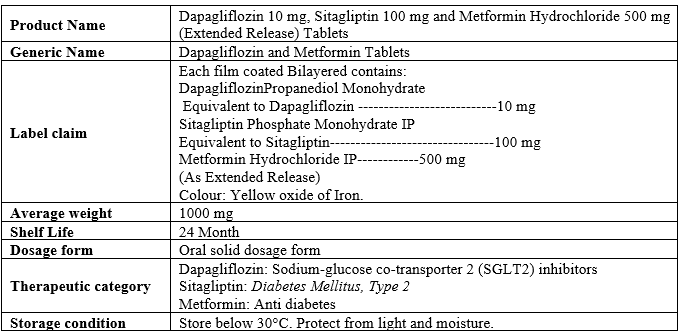
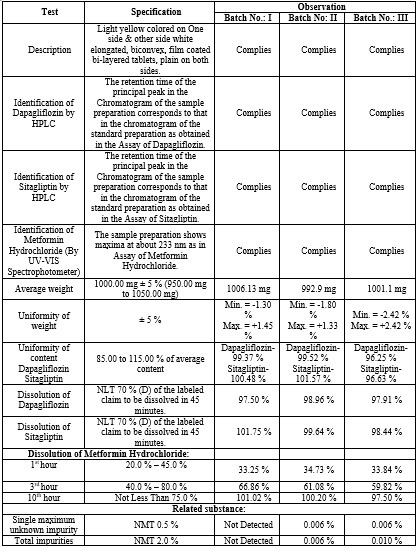
PRODUCT DESCRIPTION
Table 1
Process Flow Diagram for the Manufacturing Process
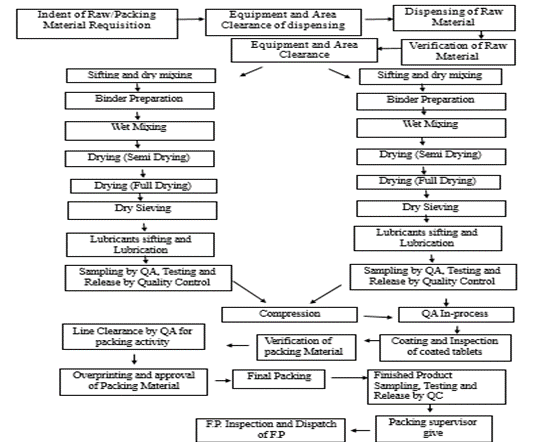
Figure 1 Manufacturing flow diagram
Packing flow chart
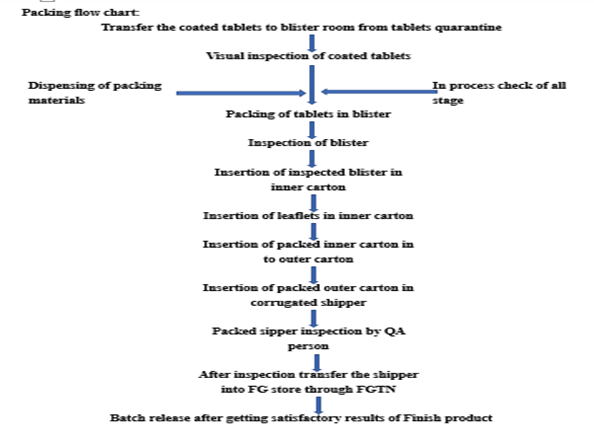
Figure 2 Packing flow diagram
Methodology (14)
Blending
Blending granules with other materials is crucial to ensure a uniform distribution of Dapagliflozin, Sitagliptin and Metformin Hydrochloride. This process is followed by mixing the blend to improve flow and prevent adhesion. The mixing speed and time are vital factors, with constant speed maintained to determine the appropriate mixing time. Insufficient blending leads to non-uniform drug distribution and poor flow, while excessive blending can cause de-mixing and increased disintegration time. Proper blending is verified by assessing drug content uniformity at specified time intervals. Additionally, tests such as water content, bulk density, sieve analysis, compressibility index, content uniformity and RSD, angle of repose, and assay are conducted on final samples to gather comprehensive information.
Compression
In this step, the blended material is transformed into tablets according to set specifications. Key variables include the speed of the machine, tablet thickness, and hopper level. Regular checks are conducted to establish and maintain these variables. Parameters such as machine speed, tablet thickness, and hopper level are monitored at regular intervals to ensure adherence to specifications and consistent tablet quality.
Coating
The coating step involves applying a polymer film to the tablet surface, a critical process for tablet appearance and quality. Several variables such as pan RPM, Inlet and Exhaust temperatures, spray rate, gun distance, and air pressure significantly influence the coating process.
Maintaining the specified RPM ensures even distribution of the coating solution on tablets. Deviations from this limit can lead to uneven coating distribution.
Proper temperature control is crucial for adequate drying of the coating. If temperatures stray from the specified range, issues like tablet twining, sticking, rough surfaces, or film cracking may occur.
The spray rate directly affects coating uniformity. Improper spray rates can result in uneven coatings across the tablet surface.
Maintaining an adequate distance between the spray gun and the tablet bed is essential. Incorrect distances can cause rough surfaces or over-wetting during coating.
Both main and atomization compressed air pressures must be sufficient. Inadequate pressure levels can lead to issues such as peeling or rough surfaces on the tablets.
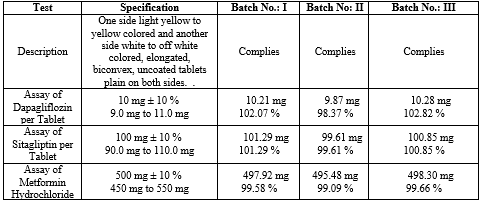
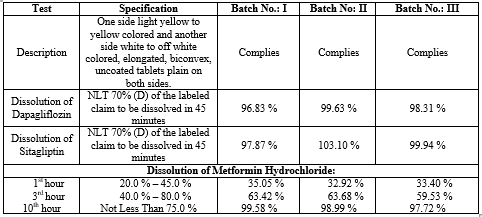
Finished
Finished product parameters play a crucial role in process validation, ensuring the quality and consistency of the final product. These parameters are thoroughly evaluated to confirm that the manufacturing process consistently produces tablets that meet predetermined specifications and regulatory requirements. Key finished product parameters in process validation typically include:
1. Appearance
2. Weight Variation
3. Hardness
4. Thickness
5. Friability
6. Disintegration Time
7. Dissolution Time
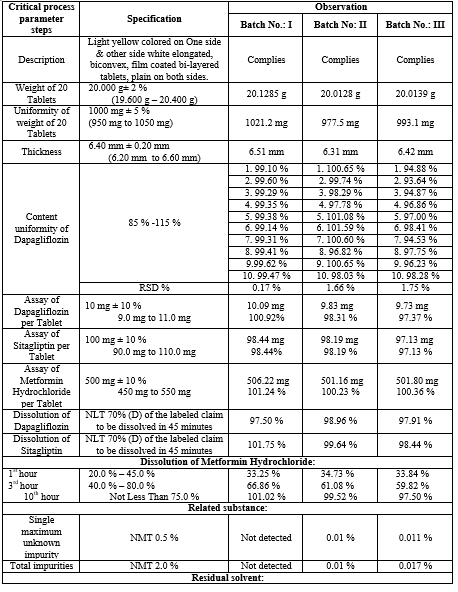
8. Content Uniformity
9. Impurities
1.0 Assay
11. Microbial limit test
12. Residual solvent
13. Related substance
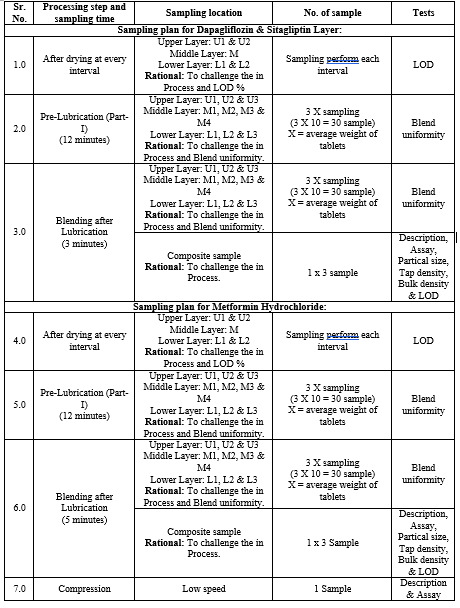
SAMPLING PLAIN
Table 2
RESULT AND DISCUSSION
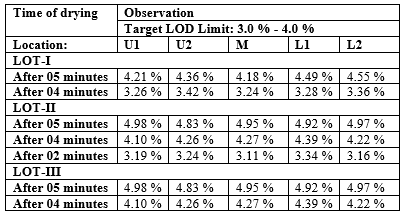
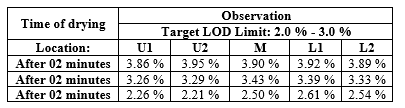
LOD- First Batch: I
For Dapagliflozin & Sitagliptin Layer:
Table 3

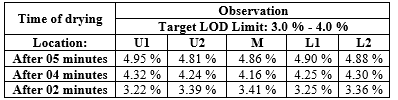
For Metformin Hydrochloride Layer:
Table 4
Second Batch: II
For Dapagliflozin &Sitagliptin Layer:
Table 5
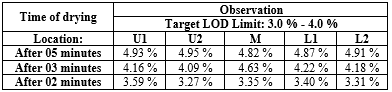
For Metformin Hydrochloride Layer: (LOT-I)
Table 6
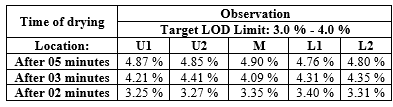
For Metformin Hydrochloride Layer: (LOT-II)
Table 7
For Metformin Hydrochloride Layer: (LOT-III)
Table 8
Third Batch: III
For Dapagliflozin & Sitagliptin Layer:
Table 9

For Metformin Hydrochloride Layer: (LOT-I)
Table 10

For Metformin Hydrochloride Layer: (LOT-II)
Table 11

For Metformin Hydrochloride Layer: (LOT-III)
Table 12

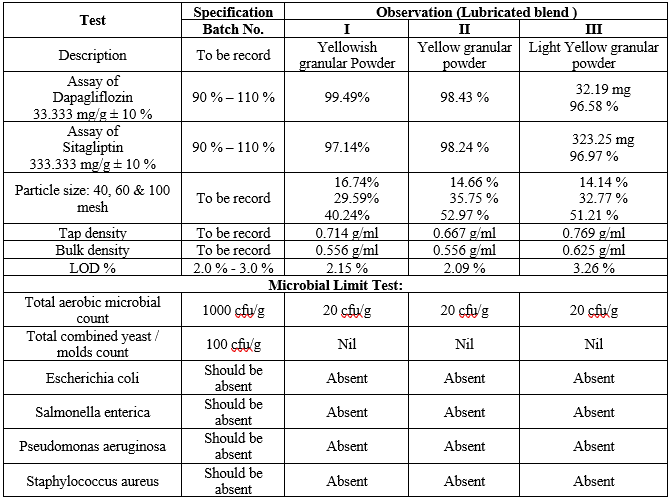
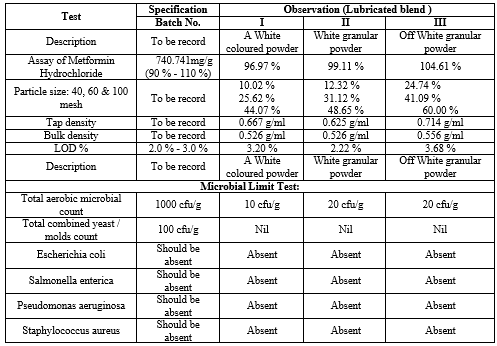
CRITICAL QUALITY ATTRIBUTES OF LUBRICATED BLEND (CQA):
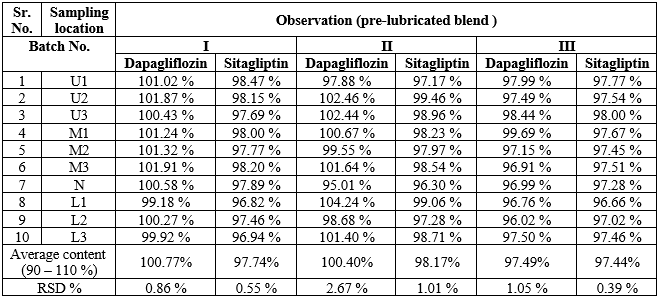
Test results for blend uniformity: After 12 Minutes at 12 RPM
For Dapagliflozin & Sitagliptin Layer:
Table 13
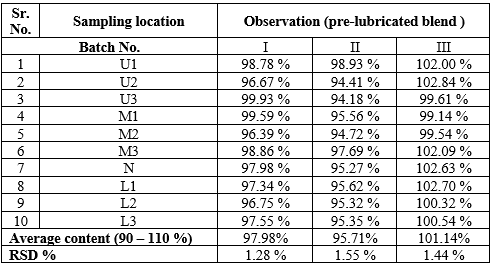
For Pre Lubricated blend of Metformin Hydrochloride Layer: After 15 Minutes at 12 RPM
Table 14
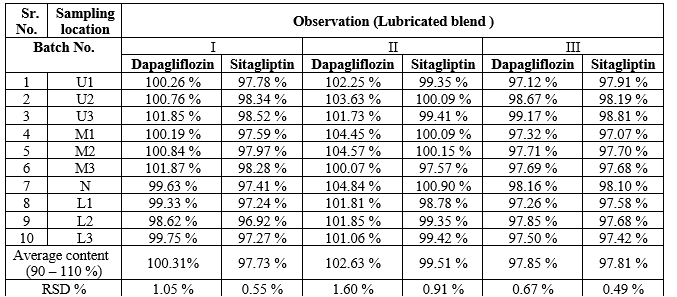
Lubricated blend Test results for blend uniformity: After 3 Minutes at 12 RPM
For Dapagliflozin & Sitagliptin Layer:
Table 15
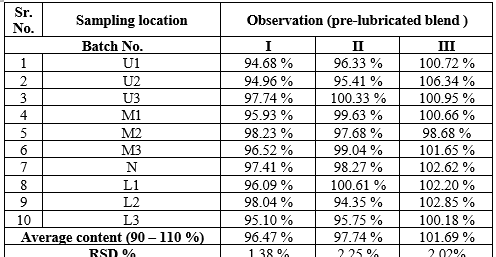
For Pre Lubricated blend of Metformin Hydrochloride Layer: After 5 Minutes at 12 RPM
Table 16
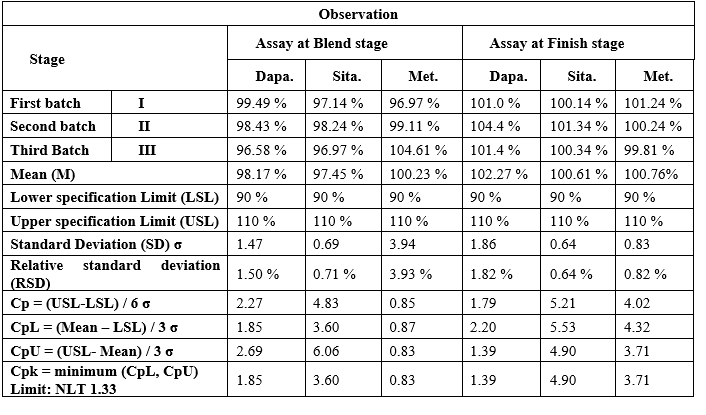
Test results for composite sample of Lubricated blend:
For Dapagliflozin & Sitagliptin Layer:
Table 17
For Metformin Hydrochloride Layer:
Table 18
CRITICAL PROCESS PARAMETER (CPP) AND CRITICAL QUALITY ATTRIBUTES (CQA) AT COMPRESSION STAGE:
Critical quality attributes of Low speed: 12 RPM
Table 19
Critical quality attributes of Medium speed: 14 RPM
Table 20
Critical quality attributes of High speed: 16 RPM
Table 21
Critical quality attributes of Low Hardness:
Table 22
Critical quality attributes of High hardness:
Table 23
ACKNOWLEDGEMENT
The author are thankful to the management of Shree Dev Bhoomi Institute of education sciences & Technology, Dehradun India for providing the necessary guidance to carry out for the research work.
CONCLUSION
Process validation activity has been complete successfully. No incidence, no deviation, no change control raised during validation activity. All critical process parameter and critical quality attributes test results observed satisfactory. On the basis of conclusion and recommendation the product Dapagliflozin 10 mg, Sitagliptin 100 mg and Metformin Hydrochloride 500 mg Tablets is validated successfully in facility. Process validation activity of three initial process validation batches (I, II, III) of the same size, method, equipment & validation criteria were taken and activity has been complete successfully. All critical process parameter and critical quality attributes test results observed satisfactory. On the basis of analytical data the product Dapagliflozin, Sitagliptin and Metformin Hydrochloride Tablets is validated successfully.
REFERENCES
Thaduvai R, Rao BS, Jeybaskaran M. Process Validation of Pantoprazole 40mg Tablets. The Pharma Innovation. 2012 Jul 1;1(5, Part A):47.


Priya Kant , Rita Saini, Shivanand Patil, Process Validation of Extended-Release Bi-Layered Tablet Containing Dapagliflozin, Sitagliptin & Metformin Hydrochloride, Int. J. of Pharm. Sci., 2024, Vol 2, Issue 8, 3454-3477. https://doi.org/10.5281/zenodo.13347395
 10.5281/zenodo.13347395
10.5281/zenodo.13347395
